






Why Are There Black Spots on My Aluminum Welds?
September 25, 2023Comments
Resistance spot welding of aluminum using machines equipped with a frequency-converter transformer can lead to visual weld defects. Here we explain why this occurs, and how to fix it.
A manufacturer recently contacted WeldComputer Corp. with a problem: Its resistance spot welding (RSW) equipment seemingly was performing well, but every aluminum weld had a noticeable dark spot on top. The company was concerned about the impact of such a cosmetic defect on the appearance of its product, and the perception that it could be impacting weld quality.
 We often see this phenomenon on RSW machines using a frequency-converter transformer operating at its upper electrical limit. As the weld head lifts after each weld forms, an electrical arc can occur between the electrode and the part, caused by residual magnetic fields and electrical current.
We often see this phenomenon on RSW machines using a frequency-converter transformer operating at its upper electrical limit. As the weld head lifts after each weld forms, an electrical arc can occur between the electrode and the part, caused by residual magnetic fields and electrical current.
 The solution is simple: Install a tip arc relay, a common addition that should be included on any RSW machine with a frequency-converter transformer. Here we explain how a tip arc relay works, and help fabricators evaluate whether they should add them to their RSW machines.
The solution is simple: Install a tip arc relay, a common addition that should be included on any RSW machine with a frequency-converter transformer. Here we explain how a tip arc relay works, and help fabricators evaluate whether they should add them to their RSW machines.
What is a Tip Arc Relay?
Most frequency-converter welding machines include a tip arc relay installed across the transformer’s primary input terminals. Its purpose: to collapse any residual magnetic field in the transformer during the weld-sequence hold time to ensure that no circulating current remains in the machine’s secondary electrical circuit when the electrodes unclamp.
Unfortunately, many older RSW machines use a tip arc relay fraught with service issues, and use an expensive 90-A fuse that is susceptible to being blown.
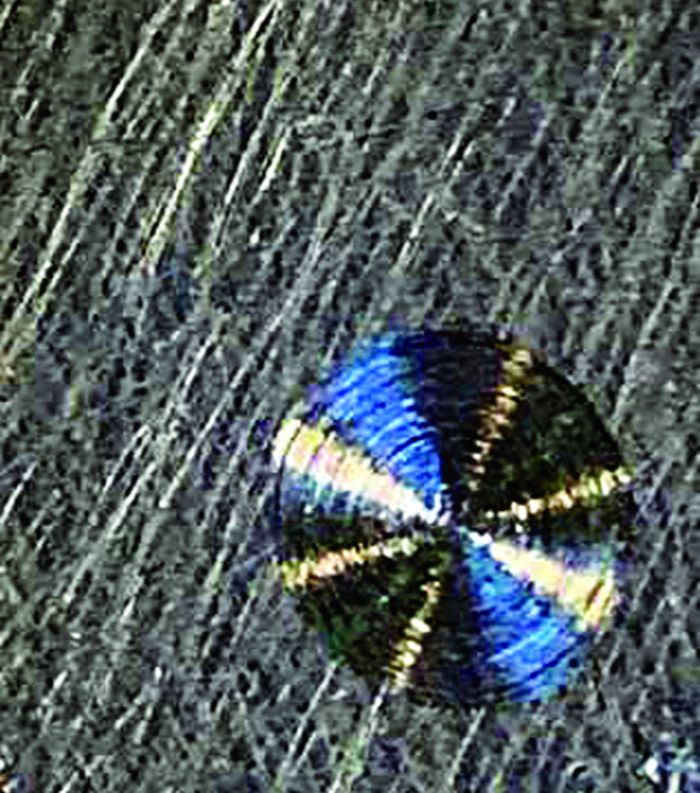
For RSW applications requiring a relatively low weld current, a tip arc relay may not be needed. To determine if you need to add one to your RSW machines, examine the parts being welded. The tell-tale sign of residual magnetic fields and current: the appearance of a little black dot on the surface of the welded parts, seen most often when welding aluminum with a high current level.
 Should you experience such spotting, retrofit an aging RSW machine with a solid-state tip arc relay. Added as an option when installing a new control on any machine with a frequency-converter transformer, a solid-state tip arc relay eliminates the service issues that typically occur with other tip arc relays because they collapse any residual magnetic field electronically, without any physical contacts that wear down or using fuses that can blow.
Should you experience such spotting, retrofit an aging RSW machine with a solid-state tip arc relay. Added as an option when installing a new control on any machine with a frequency-converter transformer, a solid-state tip arc relay eliminates the service issues that typically occur with other tip arc relays because they collapse any residual magnetic field electronically, without any physical contacts that wear down or using fuses that can blow.
