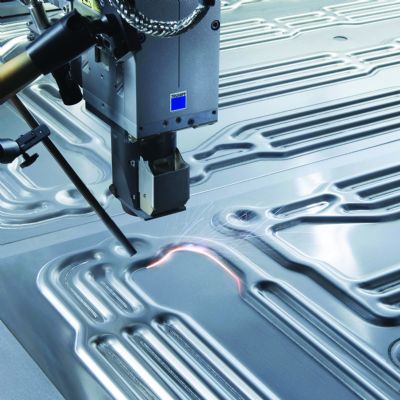
 Shop floors across the Americas have ramped up implementation of robotic laser beam welding (LBW), due to the ability of the process to create strong weld seams at relatively high speed, and, therefore, increase productivity as compared to conventional welding techniques. Ideal for medium- to large-volume production runs, robotic LBW employs a focused laser beam rather than the electric arc used in arc welding. The ability to control laser-beam power provides precision heat input and targeting of weld seams, making the process a good choice for a variety of metal-alloy types and workpiece thicknesses. In addition, as with arc welding, the process can complete weld seams with or without filler metal.
Shop floors across the Americas have ramped up implementation of robotic laser beam welding (LBW), due to the ability of the process to create strong weld seams at relatively high speed, and, therefore, increase productivity as compared to conventional welding techniques. Ideal for medium- to large-volume production runs, robotic LBW employs a focused laser beam rather than the electric arc used in arc welding. The ability to control laser-beam power provides precision heat input and targeting of weld seams, making the process a good choice for a variety of metal-alloy types and workpiece thicknesses. In addition, as with arc welding, the process can complete weld seams with or without filler metal.Fab-Shop Considerations
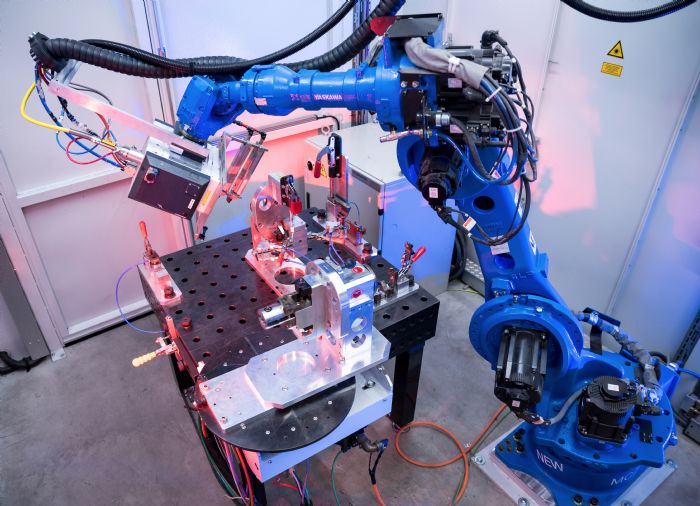
While robotic LBW certainly has its advantages, fabricators considering adopting the process should carefully consider several workspace and workpiece requirements. Aside from understanding that the process employs a highly concentrated heat source and generates welding fumes, LBW typically uses YAG lasers, which emit potentially harmful light beams. This requires the use of a light-tight enclosure to protect against damaging effects to the plant, as well as to human skin and eyes.
Not to sound cliché, but fabricators also must pay attention to detail, as laser welding of any kind requires extreme precision. Just as a dedicated interface and calibration tools can aid this level of accuracy, so does fabricating metal alloys conducive to laser welding. Conveniently, the process can weld most ferrous and nonferrous alloys successfully, including mild and high-strength low-alloy steels, stainless steels, aluminum alloys, and coated steels (galvanized and galvannealed). Also requiring close attention from engineers and production managers: joint configuration and workpiece tolerancing.
A Trio of Welding-Process Variations
Laser welding typically occurs in one of three process variations:
- Heat-conduction welding. Using modulated or pulsed lasers (less than 500 W), the hot-conduction welding process heats the base material above its melting point, while avoiding vaporization. Simply put, the laser beam moves after the weld puddle forms. This process yields smooth, aesthetic welds in applications requiring minimum weld strength. It often is performed via remote laser welding (RLW), employing a relatively large beam focal length and positioning the laser beam over fast-deflection mirrors. A robot moves the laser scanner in a continuous movement over the workpiece, with a long standoff distance of 100 to 150 mm, producing all of the welds on the fly. RLW generally deposits lap welds, resulting in little to no gap.
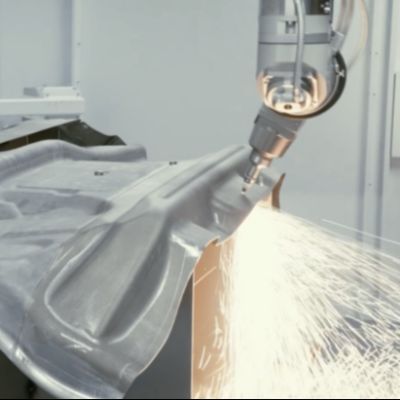
- Deep-penetration (keyhole) welding. Using high-powered lasers (greater than 105 W/mm2), the deep-penetration welding process heats and melts the workpiece material until it vaporizes, creating a deep and narrow keyhole. As the laser beam travels along the weld joint, molten metal flows around the keyhole-like opening and solidifies in the seam.
As an example of this process, consider a laser seam stepper, where a self-enclosed laser provides pressure and heat to create vertical fusion between two pieces of sheetmetal. Here, fabricators use tight-fitting and reliable lap welds to ensure precision. Similarly, most scanner-based RLW applications and fixed-position RLW tasks employ the keyhole process.
- Hybrid laser arc welding. In some cases, particularly for applications requiring deep and narrow weld joints, fabricators opt for a hybrid LBW process that combines laser-keyhole welding with an arc-welding process—either gas-metal-arc, gas-tungsten-arc or submerged-arc welding. Compared to conventional arc welding, the hybrid laser-arc process can produce welds with a higher depth-to-width ratio with minimal porosity and weld cracking, and with improved tolerances. The hybrid process typically deposits fillet and butt welds.
Alternative Precision-Welding Processes
If, after performing a thorough plant audit and/or risk assessment, LBW does not appear to be the best solution for a given application, consider other precision robotic welding processes as options. For example, shops looking to weld precision parts, with or without filler, may consider gas-tungsten-arc welding, while others with applications requiring long, continuous weld joints should consider robotic friction stir welding. Yet another option is plasma welding, useful for assemblies requiring deep-penetration welds, or when fabricating exotic metal alloys.
Generally, fabricators with high-volume production for no-mix parts will experience optimum return on investment with robotic LBW. While implementation can be costly, potential users should not shy away, as the quality and characteristics of laser welds can be tough to duplicate with other welding processes, contributing to attaining long-term productivity gains.
To get the most out of the process and maintain part integrity, we recommend that fabricators consider hiring or training a laser-workcell champion. Fully dedicate this person to mastering the robotic LBW process. This champion then should be responsible for workcell deliverables, as well as robot maintenance, laser-fiber replacement and laser-head cleaning. MF
View Glossary of Metalforming Terms
See also: Yaskawa America, Inc.
Technologies: Welding and Joining