As a rule of thumb, to ensure quality welds, individual instances of porosity should be separated by at least their own diameter, and the total length of porosity (sum of diameters) should not exceed 6.4 mm in any 25 mm of weld length. The maximum diameter of any instance of porosity should not exceed 1.6 mm. Internal porosity is generally limited to less than 25 percent of the area being inspected.
Don’t Slow Down; Seek Technology Solutions
To avoid porosity when welding galvanized steels, metalformers often will simply reduce weld-travel speed—effective from a quality perspective, but a clear productivity-limiter. Instead, they should consider pairing their current pulsed-GMAW process with metal-cored wire, in place of solid welding wire.
Metal-cored weld wires are tubular —a metal sheath filled with metallic powders, alloys and arc stabilizers. As opposed to solid wire, metal-cored wires carry higher current densities (at equivalent amperage settings), allowing increased weld-deposition rates. Because of the fast travel speeds these wires allow, they often get the call for robotic-welding applications.
Recent advancements in metal-cored wires, specifically those carrying the AWS classification E70C-GS, provide significant advantages when welding hot-dipped galvanized steel. These wires feature formulations that allow them to weld with straight polarity (direct current/electrode negative). Operating in straight polarity offers two distinct advantages on galvanized steel:
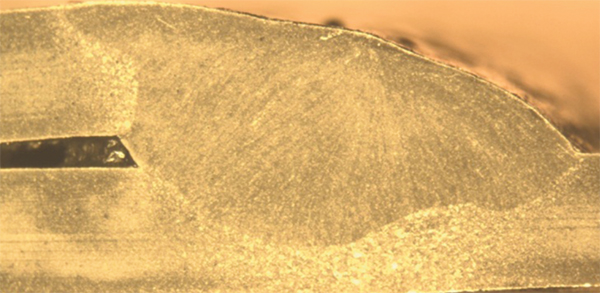
• Softer arc penetration, which helps to prevent burnthrough on thin-gauge material and creates an improved penetration profile (Fig. 1); and
• Sufficient arc energy to vaporize the galvanized zinc coating. This allows enough time for zinc vapors to outgas from the weld pool, minimizing the likelihood of porosity in the subsurface of the weld and on its surface.
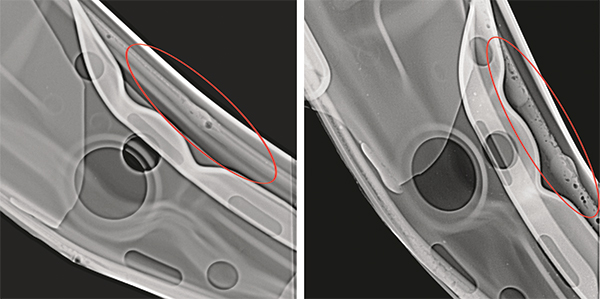
Fig. 2—Certain levels of porosity (circled) are acceptable in galvanized-steel applications, as depicted in these X-ray images. However, the ability to minimize this porosity while optimizing weld-travel speed will allow metalformers to achieve high quality and productivity.
Metal-cored wires also feature arc stabilizers that help improve weldmetal transfer from the wire to the weld, minimizing spatter to help avoid post-weld cleanup.
Controlled Freezing
Combining the use of a metal-cored wire with a pulsed-GMAW waveform also will help control the pace at which the weld pool freezes. This will allow the zinc vapors to escape more readily. In addition, the pulsed-GMAW process inputs less heat into a weldment than does a standard CV process with solid wire, helping to avoid burnthrough.
Other benefits of combining metal-cored wires for galvanized steels with the pulsed-GMAW process, when welding galvanized steel:
• Improved T-joint and downhill welding;
• A fine ball transfer of weldmetal, which creates a broad arc pattern and wide weld bead with good gap-bridging ability;
• The ability to weld a wide range of material thicknesses (1.2 to 4.0 mm); and
• The ability to weld in multiple positions. MFView Glossary of Metalforming Terms
See also: Hobart Brothers Co., Miller Electric Mfg. Co.
Technologies: Welding and Joining