5] What type of welding torch is best for thin materials?
For welding 1⁄4-in. and thinner materials, select a GTAW torch rated 150-300 A. Air-cooled models cost less than do water-cooled torches, and do not require a separate cooler, which improves process portability. Air-cooled torches do, however, tend to be larger and heavier, and more difficult to maneuver. When using a power source with a water cooler—integrated or separate—instead select a water-cooled torch. These units, compared to air-cooled torches, boast a smaller handle and body, weigh less, and provide easier access into tight weld joints.
6] Are there any recommendations for optimum torch angle when welding?
Welders should position the GTAW torch nearly perpendicular to the weld joint. The most common technique is to tilt the torch back about 15 deg. and push the weld puddle along the joint. This technique results in a symmetrically round weld puddle that concentrates the heat.
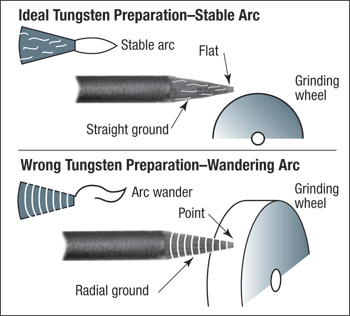 |
| Proper tungsten-grinding procedure (lengthwise rather than circumferentially) protects against arc wandering, which can increase heat input to the base material. |
7] How does travel speed affect quality when welding thin materials?
A steady travel speed is critical when welding thin materials. Weld too slowly and heat can build up in the base material, or the weld bead can grow too wide. Push the torch forward, as described above, so that the weld puddle remains slightly ahead of the torch and remains visible. The welder should move the torch, and add filler metal when required, at a pace that allows him to create welds whose width is approximately equal to the workpiece thickness.
8] Can a gas lens installed on a GTAW torch help when welding thin materials?
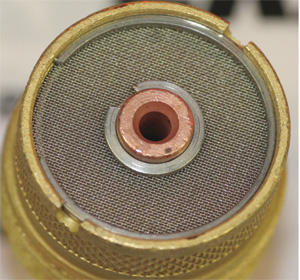
Compared to a torch equipped with a standard collet body, a welding torch outfitted with a gas lens will provide better shielding-gas coverage and more evenly distribute the gas around the tungsten and weld puddle, without the need to increase gas-flow rate.
Gas lenses typically are of brass or copper and contain layered-mesh stainless-steel screens. Improved shielding-gas coverage helps protect against pinholes or porosity, particularly at the start of each weld. In addition, gas lenses allow the welder to further extend the tungsten, improving access to restricted joints.
9] What type of tungsten should be used when welding thin materials?
As a general rule, a pointed 2-percent ceriated tungsten works best on materials 1⁄4 in. and thinner, as it provides good arc starts at the low amperages needed when welding thin materials. This tungsten-electrode style also maintains a stable arc when welding in AC and DC modes, making it versatile for welding on aluminum, stainless steel or mild steel.
Optimum tungsten diameter depends on workpiece thickness and the required welding amperage. A 3⁄32-in.-dia. electrode is the most common for 1⁄4-in. material. As a rule, a smaller electrode diameter produces a smaller arc cone and leads to more consistent starts at low amperages.
Shops that primarily weld stainless steel might also consider using 1.5 percent lanthanated tungsten, as it provides good low-current DC arc starts.
10] What is the best to prepare the tungsten electrode?
When welding on thin materials, grind the tungsten lengthwise to a point. Do not grind around the tungsten, as it creates ridges that the arc will follow and increases heat input to the base material (see figure).
Ideally, use a dedicated tungsten grinder for the job, designed to grind the tungsten evenly and gain consistent arc performance. Otherwise, use a 250-grit or finer grinding wheel and designate it for this purpose only to avoid contaminating it, which can cause the electrode to pick up debris and lead to arc instability or weld defects. MFView Glossary of Metalforming Terms
See also: Miller Electric Mfg. Co.
Technologies: Materials, Welding and Joining