





Having evaluated servo-press capabilities, Metalstamp installed, in 2005, an Aida model NC1-1500 (150-ton capacity) gap-frame press equipped with ServoPro technology. A year later, to meet its growing requirement for in-die assembly, it purchased a second ServoPro-driven NC1-1500 press. And, in 2007, to take on progressive-die applications, an Aida NS2-2000 (200-ton capacity) straightside press equipped with ServoPro landed in the 50,000-sq.-ft. Metalstamp facility, located just 35 miles from Chicago.
“With our conventional straightside presses, in-die assembly sometimes required our operators to stop a press to work on a tool,” Brown says. “Each stop took minutes, but with the ServoPro presses, operators can perform the necessary tasks in seconds.”
Metalstamp found that tool setting also became simpler and quicker with ServoPro’s hand-crank motion that allows the operator to manually progress through the slide motion under full press tonnage. Operators can turn the pulse-generator dial as slowly or quickly as necessary for isolated timing evaluation, rapid movement or synchronization of processing parameters. Also, they can set timing to just a few microns by stroke position. “We can move the ram in very small increments to set the timing for pilot release as well as the feed, sensors and automation,” Brown adds.
Dwell Feature Enables Value-Added Production
 |
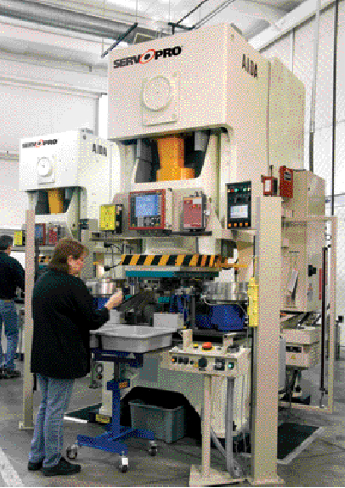
| To take on progressive-die applications, Metalstamp added this ServoPro-equipped 200-ton straightside press. “With our conventional straightside presses, in-die assembly sometimes required our operators to stop a press to work on a tool,” says toolmaker and maintenance supervisor Terry Brown. “Each stop took minutes, but with the new presses, operators can perform the necessary tasks in seconds.” |
Prior to purchasing its new presses, Metalstamp performed high-speed stamping in a conventional straightside 60-ton press. “With the new gap presses, we can use the dwell feature to run the presses slower during one particular portion of the stroke, which allows us to perform new value-added processes for our customers,” says Brown, “that previously could only be accomplished in post-press operations. Producing more complete parts adds value for our customers and is key to allowing our company to compete in a global economy.”
|
June 19, Birmingham, AL This one-day PMA-sponsored seminar is designed to teach press operators how to recognize when something is wrong with press operations and to provide them with the knowledge needed to act on it. Topics covered include coil changes and feeding considerations, straighteners and levelers, operator maintenance responsibilities, diagnostic and monitoring tools and case studies. Call 216/901-8800 for more information. |
“One of the problems we’ve been able to minimize thanks to the new servo-based presses is the reverse tonnage generated by the high linear inches of cutting on some of our jobs,” he says. Reverse tonnage can be a press killer. Conventional designs dictate that the press delivers force in a forward motion. With cutting or blanking, the velocity of the punch hitting the material causes it to break like glass. The strike is followed by an instantaneous release of that massive force in the opposite direction—something conventional presses find difficult to handle. Because ServoPro’s silent blanking motion reduces punch velocity, Metalstamp now can run jobs generating small reverse-tonnage loads on a smaller press while significantly reducing the shock and vibration at the point of material fracture.
In addition to reducing the negative impact on the press, minimizing reverse tonnage also can lead to improved die life and the ability to operate the press much closer to its rated capacity. Changing the crank profile and slowing the ram velocity at the point of blank breakthrough can decrease overall tonnage requirements by as much as 20 percent, and reverse tonnage by as much as 30 percent or more.
Press Flexibility Has Metalstamp Looking Ahead
Metalstamp’s experience with its ServoPro gap-frame presses has prompted the manufacturer to set up its new NS2-2000 D with a bank of solenoid valves (12 each) tied to cam switches, in anticipation of future jobs that might require automated features such as air blowoffs, slug removal or an oiler trigger.
“We find that the design of the gap presses and the NS2 straightside press to be beneficial due to the easy access these presses provide to the die area,” Brown says. Particularly, Brown finds that the NS2’s structure offers very low deflection and overall clearance, creating a stable environment for the dies. “These factors,” he says, “are important to us because of the investment we make in the design and building of tooling for our customers.” MF
View Glossary of Metalforming Terms
See also: Aida-America Corp.
Technologies: In-Die Operations, Stamping Presses

 Webinar
Webinar