





Variable-Frequency Drive a Money Saver
Another item on Meggitt’s wish list, increased energy efficiency, came to fruition thanks to the inclusion of a unique variable-frequency drive (VFD) system, supplied by Parker Hannifin. In a traditional hydraulic press, the ram is powered by a hydraulic cylinder pressurized by a pump or hydraulic power unit, and the hydraulic pump runs at full speed throughout the entire process—approach, pressing and retract. Output is regulated by valves. Meggitt’s 500-ton draw press employs a VFD-controlled pump.
“Traditional constant-speed pumps tend to waste energy and fail to provide the required flexibility,” says Harrelson. “Servo-driven systems can work well, but too often are associated with prohibitive cost and complexity, especially at the power rating required for larger presses. Finally, a typical off-the-shelf VFD often lacks the ‘smarts’ needed to control and regulate a hydraulic system to the degree that press applications demand. Parker, however, recommended a drive that included the functionality needed to power our hydraulic system with the efficiency and capability required.”
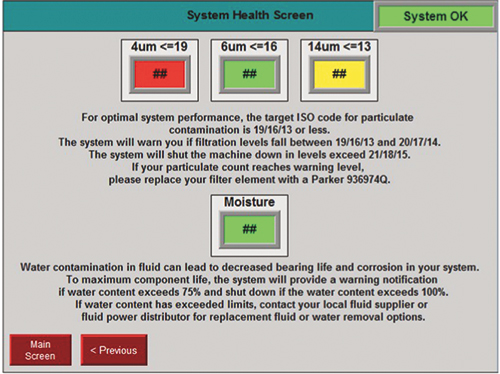 |
| This screenshot of the press’s fluid-health system helps operators understand how fluid contamination can impact press performance. The system provides warnings if fluid health declines past a defined point. |
The drive (Parker Hannifin’s AC890 drive) installed on the hydraulic pump of Meggitt’s new press allows the pump to operate at its optimum speed for each portion of the press cycle. The drive controls the pump’s electric motor, adjusting and regulating speed and torque to provide the necessary flow rate and pressure for the machine’s operation—and no more. The drive includes function-block programming and state machine logic, so with minimal development the press can be programmed for actual press sequences such as “return on pressure” or “return on position.”
Energy savings are verified by examining the press’s power usage over several operating cycles. By lowering the speed of the pump, less power is consumed versus traditional methods of hydraulic speed control. “And, by lowering energy cost, the effective cost of each drawn part drops proportionally,” confirms Krochmal. Finally, when only the power needed to perform the work is expended, the pressure drop throughout the entire hydraulic system is minimized, in turn reducing the cooling requirements needed to keep the press at optimal operating temperature.
Drive Benefits Keep on Coming
Meggitt’s operators also benefit from a dramatic reduction in audible press noise, since pump speed is reduced for much of each press cycle. And, in addition to the pre-preventive maintenance features described above, a dramatic reduction in system pressure, facilitated by the drive, contributes to greatly extended component life.
“For example, forming a part required 1500 PSI during ram approach with a non-VFD-equpped press, while the actual value measured was only 90 PSI using the new press,” says Harrelson. “And where 1800 PSI was expected for a standard-system ram retraction, 380 PSI was witnessed within the VFD-controlled hydraulic press circuit.”
Finally, Beckwood’s system offered something of great importance to Meggitt, as it transitioned from its 1963 technology: Ultimate control over the press cycle. With a VFD that includes I/O and programmability, machine operating parameters such as ram-approach speed, force, hold time and ram-retract speed can accurately be set and maintained for repeatability. “Cycle times have been improved by over-speeding the pump during unloaded portions of the operating sequence,” says Krochmal. “And by improving cycle time, throughput increases.”
Modern Press-Safety Systems
Last but not least, Beckwood outfitted the 500-ton press with a variety of redundant safeguards. As standard, the multiple-cylinder configuration includes redundant solenoids to control hazardous ram motion. Parker safety couplers provide hydraulic cylinder-to-ram attachment.
In addition to the baseline offerings, a ram safety catcher system (RSCS) provides secondary load holding of the ram at any position throughout the stroke. The RSCS is powered to the open position, allowing free travel of the ram in either direction. Upon a sudden loss of power, the ‘held-open’ RSCS immediately closes, preventing further movement of the ram at any point in the stroke.
The RSCS is managed by a Jokab Safety PLC, which monitors the performance of all safety valves, in addition to the RSCS. And for perimeter guarding, light curtains protect the front and rear openings of the press and expanded metal guards protect side openings.
Summarizing his hopes and dreams for using the new hydraulic press, expected to fully enter production and take on Meggitt’s entire deep-drawn part family in November 2013, Krochmal says:
“This is not just a piece of equipment; it’s a complete forming solution.” MF
Article provided by Beckwood Press Co.: 636/343-4100; www.beckwoodpress.com.View Glossary of Metalforming Terms
See also: Beckwood Press Company
Technologies: Stamping Presses
