







“The Cpks are exceptional in that there is minimal variation across these parts as all of the piercing is done at the final press after a restrike operation to make sure a part is within tolerance,” explains Claucherty.

A nearby rack holds the four die sets exclusively used to make roof-system components on the press line. Because the dies are relatively light, changeout is performed quickly via towmotors.
Macrodyne worked with Hatch counterparts to design the presses around the roof-system products. As a result, the dies, none longer than 100 in. or weighing more than 30,000 lb., fit snugly into the beds.
“We dedicated this line to a particular product niche, and know that the line is the perfect size for automotive roof systems,” Claucherty says.
Why go hydraulic?
“When we started looking at these new roof-system product lines, we needed to be able to manage the stroke speed, ram and slide velocity to deal with the yield strength of these steels and the required flow of material,” explains Claucherty, pointing out that the line runs high-strength low-alloy steel with a yield strength of 380 MPa in thicknesses between 1.2 and 3 mm. “Hydraulic presses provide that ability. For what we need to do, a hydraulic-press line was more economical than if we selected servo-driven mechanical presses, and provides the control we just couldn’t get with all-mechanical. And, this line, given the versatility of hydraulic drives, enables us to run other products if needed.”
Automation, Kaizen Events Spur Speed Uptick
From the start, improvements and overall equipment effectiveness led Hatch Stamping to open up additional capacity for future work. In addition, the company performed all robotic install and integration for its press line.
“These presses have a quick-fill feature to enable rapid lift and descent, then we can control speed and dwell time in the work portion of the stroke,” Claucherty says, addressing speed issues sometimes cited in the hydraulic vs. mechanical debate. “This allows us to run at speeds that approach those of a transfer line. And, with job recall through the human-machine interface, all line components can be quickly set up for each run.”
For a company with a history of speedy production and rapid-fire mechanical-press hits, the addition of a hydraulic line for this part mix represents a cultural change.

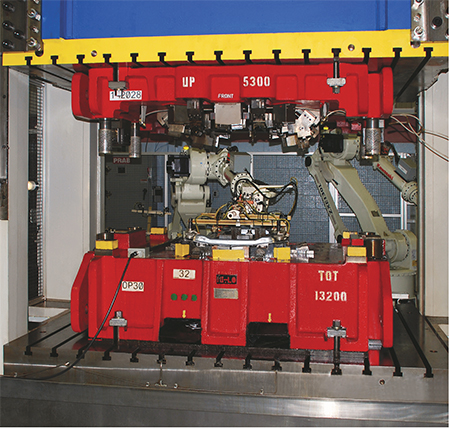
Blanks of high-strength low-alloy steel, produced on a mechanical press elsewhere in the plant, are manually placed for robotic pick-up and placement into the lead hydraulic press. Note the line of robots behind the safety screen to the right. Line automation has greatly assisted in keeping output high.
“We are a stamper and we run things quickly,” says Claucherty, “so it was a bit of a challenge to run slightly slower and move methodically. But we’ve gained efficiencies on the line via automation, such as the robotic press-tending.”
Die changes occur roughly once per shift, according to Claucherty, and swapping robotic fingers represents the most challenging aspect of each die change.
“We change out 10 robots with multiple fingers,” Claucherty says. “We have three people running the line, so one changes the fingers, one moves the dies and the third stages material and performs other duties. We are running four sets of parts through that press line across essentially only one shift, which is amazing when considering that hydraulic presses run slower than mechanical presses. With the automation, we keep that line humming.” MF
View Glossary of Metalforming Terms
See also: Macrodyne Technologies, Inc.
Technologies: Stamping Presses
