






Transfer System "Picks Up Parts Like a Baby
February 1, 2014Comments
...and sets them down like snowflakes." That's how one engineer describes his company's recent retrofit of a three-axis servo transfer system to a 2600-ton press. Results are impressivepress speed and OEE have doubled.
A 2600-ton Verson transfer press has new life at the New Standard Corp. (NSC) manufacturing facility in Hellam, PA (just outside of York), thanks to the recent retrofit of a new full-servo transfer system brought in to replace an aging servo-mechanical unit.
“We rode that pony for a long time,” says NSC program manager Greg Eisenbach, describing the previous transfer system installed on the press some 12 years ago. In mid-2013 the firm replaced the unit with an HMS Series 900 HD transfer system, to address reliability and repeatability issues.
In mid-2013, NSC outfitted its monstrous 2600-ton Verson—262 by 72 in. bed size— with an HMS Series 900 HD three-axis servo-transfer system, to address reliability and repeatability issues with an aging servo-mechanical transfer system.
“And,” explains Eisenbach, “the new transfer system, commissioned in September 2013, also addresses our need for more configurable assets. We’re striving to learn to use our equipment in very flexible s, and that 2600-ton press is a perfect example.”
Hand-Fed as Well as Transfer Dies
The press variety at NSC-Hellam (NSC also operates a plant in Rocky Mount, NC) runs the gamut, from a 45-ton 28- by 18-in. Clearing to the monstrous 2600-ton Verson—262 by 72 in. bed size. More than 100 NSC associates tend to the 180,000-sq.-ft. plant’s pressroom. The customer mix: 25-percent HVAC—compressors, heat-exchange bundles, etc., 25-percent agricultural, 20-percent heavy truck and bus, 15-percent appliance and five-percent automotive. Much of the work runs in hand-fed single-hit dies, which greatly impacted the design of the new transfer system, explains NSC planning engineer Graham Zifferer.
 |
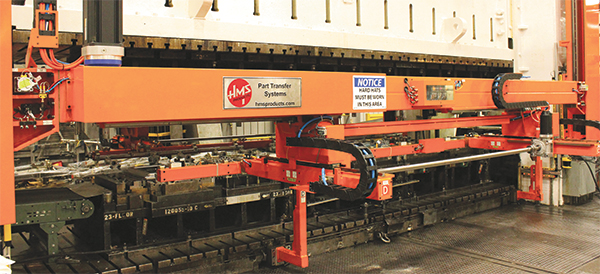
| To enable NSC to change dies using a tow motor, and to run hand-fed work in addition to transfer dies, HMS designed and built its transfer system unit to lift up and out of the with an unprecedented 130 in. of lift. Further, the NSC project team requested that HMS design the system with removable parking brackets with quick-change capabilities. |
“To enable the press to run hand-fed work, we had HMS design and build the unit to lift up and out of the . On a press that large, this was no easy task. While the standard lift axis on this transfer system is 96 in., we needed 130 in.—the largest lift system HMS has ever built. This allows us to move a tow motor in to change dies, since the standard lift proved insufficient.”
Further, the NSC project team requested that HMS design the system with removable parking brackets and 400-lb. transfer-system crossmember with quick-change capabilities. The brackets secure the 400-lb. transfer-system crossmember. Typically, the parking brackets are static, mounted either to the press bolster or the tooling subplates.
“We needed the parking brackets to be removable,” says Zifferer, “to provide optimum access to the dies and enable hand-fed operations.” The press runs 75-percent transfer work, 25-percent hand-fed work—typically large stampings such as truck fenders run in batches of 1000 or so. To ensure that the crossmember can’t be released without the parking brackets in place, HMS included an interlock system. Sensors in the brackets signal that they’re in place before the crossmember is allowed to disengage and park on the brackets.
Increases in Press Speed and OEE, with Reduced Changeover Times
Repeatable part location is a defined goal of any transfer system, and as transfer systems age “slop shows up,” says Eisenbach. “While that press is rated to 20 strokes/min., we were limited by the transfer system to running at 10 strokes/min. And, press uptime was restricted, as maintenance issues related to the transfer system caused numerous unscheduled outages.”
With the new transfer system in place, transfer jobs are running full speed ahead at 20 strokes/min. “The unit puts the parts in the same place every time,” says Eisenbach. “One place, the right place, the same place every time. Before, slop in the system required us to open up the fingers and guides to allow parts to be picked up. That slop has vanished.”

Transfer jobs now are running full speed ahead at 20 strokes/min., double the speed possible with the previous transfer system. And, the new transfer system features 30 in. of adjustable clamp stroke and 48 in. of lift.
Also, press uptime has increased by 50 percent, “which helps contribute to the relatively quick return on investment,” continues Eisenbach. “And we’ve also seen setup time on that press (last part off to first part on) cut in half. The tooling-bar packages are simpler to mount. Since we’re mounting dies using a tow motor, we no longer have to roll out the bolster.”
Attracting New Work
It’s als nice when retrofit technology allows old dies to run better and more quickly. It’s icing on the cake when added capacity attracts new work that previously could not run on a press. Such is the case at NSC, thanks to the enlarged work envelope resulting from the HMS transfer system.
“The original servo-mechanical transfer system had a 60-in. pitch, a fixed 12 in. of clamp stroke and 12 in. of lift,” says Zifferer. “We specified the new transfer with the same amount of pitch, but with 30 in. of adjustable clamp stroke and 48 in. of lift. That added capacity allowed us to recently take on stamping of a large 48- by 48-in. base pan for intermediate bulk containers. The physical constraints of the previous transfer system prohibited transfer stamping of parts that large.” MF
See also: HMS Products Co.
Technologies: Pressroom Automation, Stamping Presses
