







Adding flexibility to the new transfer press, Linear designed a high-speed blank-destacking system for one end of the press to allow blank feeding. The design allows for coil-feeding operations from the opposite end, thanks to the ability of the destacker to accommodate part movement through a passthrough tunnel.
“We only blank feed about five percent of the time,” says Clarke, “to run odd-shaped parts such as boomerang-shaped control arms where the scrap rate would be too high with coil feed. For these jobs, we custom-blank inhouse and use the destacker to feed the transfer press.”
Two Transfer Presses, Three Bolsters
The second transfer press installed at Tillsonburg, in mid-2005, is a 2000-ton Eagle, also 96 by 256 in., rated to 22 strokes/min. The added tonnage allows the press to tackle the plant’s toughest task—a rear suspension frame of dual-phase 780 advanced high-strength steel (AHSS). Parts are 3 mm thick, 60 in. long and 20 in. wide, “and it takes every bit of 1600 tons to run that die,” says Clarke.
 |
| In mid-2008, Fleetwood installed this 1500-ton 96-by-256-in. setup transfer press rated to a whopping 60-in. pitch. The press boasts Linear Transfer’s newer transfer-system design, without the nose-cone structure (of the press on the previous page.) The new design drives the feed rails with belts attached directly to the rail. |
The two press share three bolsters to enable quick changeover. The presses face each other with a T-shaped floor-rail formation in between to accommodate bolster travel. The staged bolster, prepared with a die for entry into one of the two presses, also carries a set of transfer rails. As part of the die-change process—which occurs an average of twice per press per day—the operator installs the required set of transfer tools onto the rails. Once the bolster has moved into position at the press, the transfer system’s automatic coupling and decoupling feature enables quick and hassle-free transfer-arm installation. Also automated with each die change is shut-height adjustment. Die changes average 20 min. from last part to first part.
“One of the keys to efficient change-overs,” notes Clarke, “is the system we developed to quickly change the transfer tooling from job to job.” The firm purchases transfer tooling from the Pressroom Gripper Series (PGS) manufactured by Norgren (formerly Syron). The tools for each job mount permanently to a subplate. A series of holes drilled into the subplate allow the operator to quickly locate it onto the transfer rails by sliding the holes over permanent dowels attached to the rails.
PGS grippers are available with regular, chisel, flange, shovel and needle-nose jaw configurations, and feature (according to Norgren literature) one-bolt assembly to enable 1-min. reconfiguration. Fleetwood uses Norgren’s flange-jaw grippers when parts require a firm grip; otherwise, it uses its own inhouse-designed and fabricated shovel-style tools.Transfer Press Number Three
In mid-2006 the plant’s transfer-press lineup grew from duo to trio with the addition of a 1000-ton 84-by-210 in. Eagle press with a 48-in. adjustable pitch. This press is designed to tackle smaller dies that run at up to 30 strokes/min., stamping a variety of parts including sills, rear parcel shelves and flat floor parts.
“We designed this press similarly to the other two (with T-shaped floor rail to accommodate rolling bolsters), to be part of a two-press three-bolster cell,” says Soanes. “So, as our business continues to grow we can readily accommodate another press.”
In all, the plant runs about 70 transfer dies, each of which stays in the press long enough to run one week’s worth of parts. Run time averages three to four shifts to stamp parts for more popular vehicle models, and only half of a shift for lower-volume models.
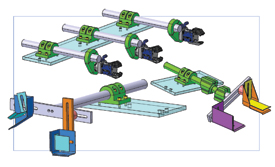 |
| Fleetwood purchases some of its transfer tooling (flange-jaw grippers) from Norgren (formerly Syron); it designs and fabricates shovel-style tools inhouse. Tools mount permanently to subplates. Holes drilled into each subplate allow the operator to quickly locate the plate onto the transfer rails by sliding the holes over permanent dowels attached to the rails. |
On to Alabama
Last but not least, in mid-2008 Fleetwood installed its fourth Eagle Press-Linear Transfer system at its facility in Sylacauga, AL. It’s a 1500-ton 96-by-256-in. setup with a transfer system rated to a whopping 60-in. pitch. The press boasts Linear Transfer’s newer transfer-system design.
“The earlier models have a large nose-cone structure on one end,” says Clarke. “The new design drives the feed rails with belts attached right to the rail.”
In addition to the obvious benefit of a smaller footprint (and improved access for feeders, conveyors and fork trucks), the new transfer-system design brings a host of other benefits to the Alabama operation. Say Linear Transfer officials, describing the new design:
“The system is moving less of its own mass, allowing payloads to move at higher speeds.”
The system can drive the rails independently, improving flexibility in die design. For example, the transfer can change grip motion on one rail but not the other. It can run one part up one side of the press, and then back down the other side. Also, this added flexibility can allow a stamper to more easily accept takeover projects. MF
View Glossary of Metalforming Terms
See also: Eagle Press & Equipment Co. Ltd., Linear Transfer Automation Inc.
Technologies: Pressroom Automation, Stamping Presses

 Video
Video