“To dieset these lines, we would have to unplug everything, pick up the shuttles with cranes and move them out of the , then put everything back after exchanging dies,” Dively says. “Doing all of this at least once per day (tandem lines at Ford Woodhaven typically undergo one or two job changes daily), over the course of 20 years we had pins wearing out, cables getting crushed… very uncompetitive diesets.”
Robots Help Double Line Productivity
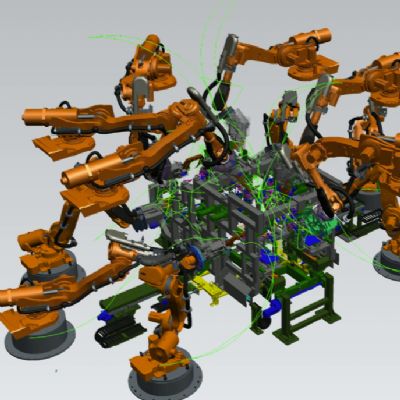
Ford replaced the straight-path automation on Line 8 with Fanuc R-2000iB/100P six-axis robots located between presses, along with Fanuc and R-J3iC controllers. The difference?
“Now we produce up to 550 to 575 parts/hr.,” says Dively, “and do so reliably. Quality is improved because the robots better locate parts on the dies.”
Also, diesetting has improved on a similar scale.
“One switch locks all of the robots, and we go in and replace the robot tooling arms, then command the robots to ‘go to dieset,’ where they position themselves out of the for die change, then we hit startup for the next job,” Dively explains. “That is much quicker and easier than with the old straight-path automation.”
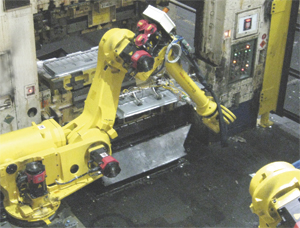
On Line 8’s entry end, a robot loads the press with mild-steel blanks, 0.031 to 0.040 in. thick, from a manually stacked tray. After forming, the stamped doors, dash panels and reinforcement bars, primarily for F-150s and Explorers, are gathered, aided by an air-clutch-driven exit conveyor and automation that enables limited stacking prior to manual handling and rack storage.
“We may be able to stack four parts and then index for a couple of seconds, so the worker at the end of the line is not overwhelmed with parts rolling at him,” says Dively. “He receives a stack of parts and racks them, and by the time he turns around he has another stack of parts waiting.”
Line 8 is dedicated to six or seven jobs, but took on three more jobs after a similar line went down a few months back. That speaks to the flexibility and speed built into the line, especially in the automation.
“We were running the original jobs on Line 8 six days per week to cover a five-day production schedule, and now we are running those plus the three new jobs on a four-day schedule, and are lucky if we have stock to run on Fridays,” says Dively. “That’s what speed can provide. And we don’t store inventory, so the line has to be up and running.”
With assembly plants sending in orders, and blanks arriving from an outside supplier to meet orders for a particular week, if the line doesn’t run, assembly isn’t fed, and a shutdown has negative cost and schedule effects all throughout Ford. Shutdown for automation switchovers also can be costly, but Dively says excessive shutdown was no factor in retrofits for Line 8 and other lines.
Speedy Automation Retrofits
“We’ve worked with Fanuc since the early ’90s, and that familiarity pays off when we retrofit,” Dively adds. “Think about pulling off all of that equipment, removing all of the cables from the floor, removing all of the interlocks, placing plates in the floor for mounting robots, locating all of the new interlocks, running power to the robots and running the control cables. We can do that here in about five days of downtime. Why? Because we receive the drawings quickly, and Fanuc knows that we want to see a fencing layout and floor-plate layout right a. So six months ahead of time we call up the steel company and order the floor plates, take a Saturday and pull out all of the old automation, pull up the floor blocks, weld the floor plates down, and then place all of the old automation back to run again on Monday. That is all done ahead of time. Then when the robots come in, the floor plates are already installed, as are the new cabling and power, and we remove the old automation and hook up the new robots.”
Automation Upgrades Continue at Ford
The Line 8 success detailed here is just part of the robot revolution under at Ford Woodhaven. New robots and controls enable a huge tandem line to spit out 8-ft. truck-bed sides at a mind-boggling rate of 350/hr. Larger Fanuc robots handle those parts press to press, aided by unique automation to handle transport of heavy loads over long distances.
“For robots on this line, higher payload is required as is longer reach, and the greater the reach, the less the payload,” Dively explains.” So, the robots ride on air-driven carts that maneuver them in and out for diesetting and position them near the press centerline for maximum reach and payload capability.”
Fanuc also has supplied state-of-the-art automation on entry ends at Ford Woodhaven.
“New techniques have been implemented that allow accuracy and speed in picking blanks off a stack and transporting them to the first press operation,” says Fanuc’s Stephan. “A cornerstone of these destackers is the use of intelligent vision systems to determine blank orientation. Using vision systems eliminates the complexity of setup and maintenance for mechanical crowders. Ford Woodhaven boasts several applications of robotic destackers and loaders used to determine orientation of single and double nonattached blanks. Although throughputs are not greater than with traditional crowding systems, benefits arise from ease of setup during die change.” MF
See also: FANUC America, Inc.
Technologies: Pressroom Automation