Packaging at the Press—a Before and After Success Story
October 1, 2009Comments
A four-lane conveyor helps to sort parts and automate end-of-line packaging operations, increasing press uptime, reducing sorting costs and eliminating customer annoyance.
Jagemann Stamping Co., in Manitowoc, WI, earned a contract early in 2008 to supply small, delicate, light-gauge aluminum stampings to a customer in the candle-making industry. The customer had strict requirements on packaging—boxes could contain a limited number of parts, to prevent those on the bottom of the box from becoming damaged. And, of course, the customer expected zero contaminated or bad parts shipped.
To get the line up and running, the firm stationed an operator at the press to monitor production from the four-out die developed to stamp the parts. However, a productivity-improving project quickly ensued; here’s how it went.
Before:
A four-off tool running on a newly rebuilt Minster P2H mechanical press at Jagemann Stamping would exit the bottom of the die and be brought out by a shaker conveyor. The small, lightweight aluminum stampings would tumble into a shipping container and the press operator would weigh and seal each box, affix a label and stack the boxes onto a pallet. Any quality issues that arose would cause the firm to sort all of the boxes from a run.
Running four-out at 120 strokes/min., the operator would have to stop the press every 6 min. to change boxes.
After:
 |
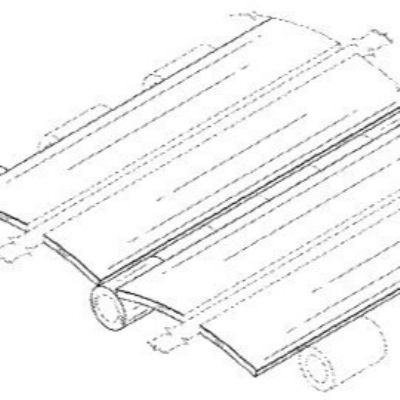
| Parts exit a four-out die into four separate conveyor lanes and into individual boxes, simplifying parts sorting should a quality issue arise from one of the die sections. |
A four-lane conveyor, custom-designed and built for Jagemann by TCR, Inc., Wisconsin Rapids, WI, now isolates each of the four parts exiting the die with every stroke, sending them down the conveyor in separate lanes and into a set of four shipping boxes. Die design and conveyor design were tied closely together, to ensure sufficient room under the die for the conveyor, and for the inclusion of lane dividers to keep the parts isolated. Each of the four parts also is stamped with a lane indicator, so that if a quality issue arises with any one lane and die section, the firm quickly can separate out just the boxes from the suspect lane.
The conveyor, from QC Industries, operates automatically, and the setup includes automatic parts counting as the boxes fill. The press control, an Omni-Link 5000 from Link Systems, runs the cell in the continuous on-demand mode, momentarily stopping the press as full boxes index a from the line and new empty boxes move into place. Then the control restarts the press—no operator intervention is needed.
Should the press experience a bad hit, the press stops immediately and a section of the conveyor lifts up to divert and deposit all parts in a scrap hopper, to prevent contaminated parts from being shipped. The press restarts when an operator clears the fault and addresses any problems with the die.
The result: The press now runs for 60 min. unattended, as a set of four boxes takes 26 min. to fill and the system can hold 16 boxes in queue. All the operator has to do, each hour, is move the full boxes and place new empties on the conveyor.
Quick Return
Results from adding the automated sorting and packaging setup to the end of the line have been impressive. According to Jagemann CFO Debby Berchem, the firm expects a payback in less than one year, due to reduced labor content per part, and ensuring that it ships no bad parts. In one recent case where one lane of the four-out tool experienced a quality issue, “we were able to separate out the containers with parts from the suspect lane,” Berchem says, “and save thousands of dollars in sorting costs.” MF
See also: Nidec Press & Automation, TCR-Integrated Stamping Systems
Technologies: Pressroom Automation, Stamping Presses