Moving Matters: What to Consider When Selecting Metal Scrap Conveyors
March 1, 2019Comments
Two experts discuss types, characteristics and how the right conveyor can improve overall operations.
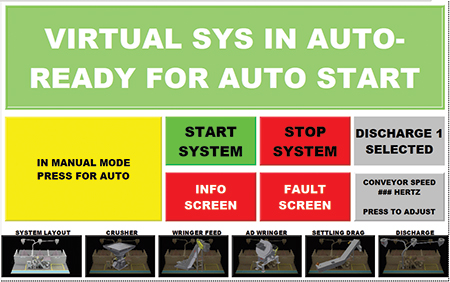 |
| To ease operability of a conveying system, this operator screen features easy-to-read, clear commands and only the tools necessary for the operator. The buttons are large, the message block is short with big text, and color coding clearly identifies the event type (green for auto/start, yellow for manual conditions and red for fault/stop). |
MetalForming recently asked two conveyor experts at Kalamazoo, MI-based Prab Inc. and its sister company, KMC Global Controls & Automation, to share their expertise. Between them, Bob Anspaugh, conveyor sales engineer at Prab, and Larry West, sales and automation manager at KMC Global, have 32 years of combined experience—Anspaugh, 12 yr. and West, 20 yr.— evaluating and implementing conveyor systems. What follows are their insights into conveyor types, advancements in features and controls, maintenance programs and the role of conveyors in Industry 4.0.
MetalForming: What do manufacturers need to consider when evaluating metal-scrap conveyors?
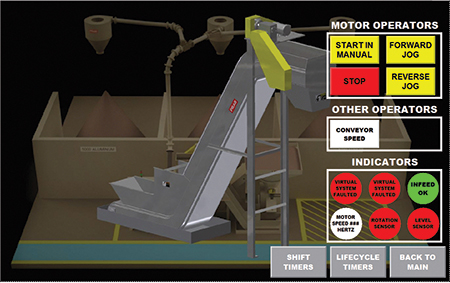 |
| This screen allows a technician to review and perform specific functions on a piece of equipment. The “Indicators” section is designed to be like a dashboard, enabling the user to quickly identify the conditional states of componentry related to the specific piece of equipment. |
Anspaugh: First, many types are available. Steel-belt conveyors find use for any wet or dry metal stamping scrap: bushy material, die cast scrap, metal chips and turnings. Pivot belt conveyors handle small, sticky thin-gauge lamination scrap. Screw conveyors handle wet or dry flowable chips or turnings. Drag conveyors move abrasive scrap: wet or dry metal chips, fines and swarf. Oscillating conveyors handle stamping scrap, finished parts, die-cast scrap and any hot, dry or wet scrap. Pneumatic conveyors are ideal for wet or dry chips. Prab’s ScrapVeyor eliminates carryover of wet or dry stamping scrap.
MetalForming: That’s a lot. How do you know which one is the right one for a particular metal forming operation?
Anspaugh: A lot has to do with scrap size and volume. For example, steel-belt conveyors move a high volume of scrap and are considered the workhorses of the industry, but some scrap types can cause carryover issues. Carryover, scrap caught in the belt that does not discharge, causes maintenance issues. Our ScrapVeyor, for example, with its trough design, offers a better alternative when it comes to carryover. Having the right conveyor is important as conveyors function as the lifeline for manufacturing stamping plants striving to avoid costly downtime.
 |
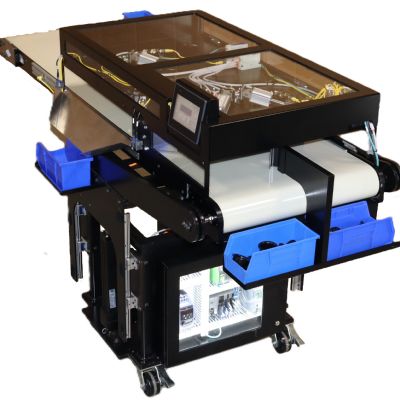
| Steel-belt conveyors provide the most capacity for carrying scrap. |
MetalForming: What about expansion plans? How does that factor into conveyor decisions?
Anspaugh: We need to size the conveyor width and determine the appropriate belt speed. The conveyor must be pitched to achieve the appropriate discharge height. If a customer operates one press today, but plans for three more within the next five years, then the conveyor must be designed to accommodate the three future presses. One press may generate 4000 to 10,000 lb./hr. of scrap, but with three presses, volume could be 40,000 to 50,000 lb./hr., requiring larger containers and a shuttle conveyor load-out system.
MetalForming: Please describe the latest advancements in terms of features and controls, and to what extent Industry 4.0 drives such improvements.
West: Our smart-programming concepts provide maintenance-schedule alerts, and diagnostic-fault programming makes corrections without human intervention. For faults requiring manual correction, we provide a one-screen-control approach that walks the customer through the fault for quick resolution. We also offer email/text notifications for system conditions that the customer would like to monitor.West: Instead of crowding the screen with commands and control features not needed by everyone, our one-screen-control approach provides tailored screens with specific information required for operators, mechanics and supervisors. We’ve also assembled a 10-person IIoT team and are working with a German software company, Cumilocity, on facilitating the collection of cloud preventive-data points—amp draws, run time, human interface (someone pushed a start/stop button), etc. We’re close to introducing this. (Editor’s note: At presstime, the date was set for the end of February.)