Today’s PLC-based press controls provide end users with scalable controls that can evolve with their changing needs.
Today’s PLC-based press controls provide end users with scalable controls that can evolve with their changing needs. 
“Nothing is more frustrating to an operator than cluttered screens, complex programming or difficult navigation,” he says. “Difficult screen interaction can lead users to overlook, disable or misuse powerful money-saving features. In addition, costs increase with intense training, especially with frequent employee turnover. One way we help our customers improve the stamping process is to make it easier for the operator through a well-thought-out screen interface design.”
Today’s UIs offer improved graphics as well, needed for the more advanced graphing and charting functions. “UIs now display more production-related information for the operators and shop-floor support staff,” says Helm Instrument’s Wilhelm, “which provides them with critical information needed to determine solutions to production disruptions. Systems that monitor the life expectancy for a set of contacts or a PLC input module, for example, can display warning messages to alert maintenance to the need to replace the component prior to a failure. This component replacement then can be scheduled during normal downtime without causing production issues.”
Die Protection, Sure…but Communication and Data Sharing, Too
 |
| While information is king in complex processes, simplicity and screen design can make all the difference. So notes Chris Cejer, senior vice president of Cieco Controls, whose Automator II press control is shown here. |
Stampers are requiring more and more from their press controls—for traditional chores such as die protection and tonnage monitoring, but also for “communication and the ability to share information and integrate safety data between the other press-line equipment including feed lines, transfer systems and unloaders,” says John Eby, product manager at Toledo Integrated Systems. “With this level of line integration, stampers benefit from having a ‘smarter’ control that helps them quickly determine downtime reasons, improve overall press-line safety and improve productivity.”
As noted earlier, use of off-the-shelf PLC components enables the addition of built-in Ethernet connectivity with standard protocols. “The desired information (production and downtime data, for example) can be displayed,” Eby adds, “and made available to the stamper. Another advantage with PLC systems is that we quickly can adjust or change the information being requested to fit the user’s exact needs, and we can display additional pieces of information such as part pictures with important production details, press-control electrical schematics and control manuals.”
Providing wireless production tracking represents, for forward-looking stampers, excellent opportunities to track production of almost any machine, including stamping presses. “This technology (which Cieco offers via its Efficiency Analysis Reporting System) is transparent to the existing machine controls,” says Cieco’s Cejer, “so it can be installed with minimal costs. Stampers can log production, analyze data and view real-time status of every machine. Data—such as part count, production rate, uptime, downtime and efficiency—can be parsed by shift or by job, extremely useful to help managers optimize machine usage, schedule production more efficiently and ensure operator accountability.
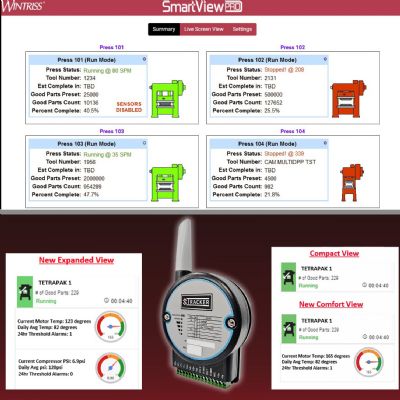
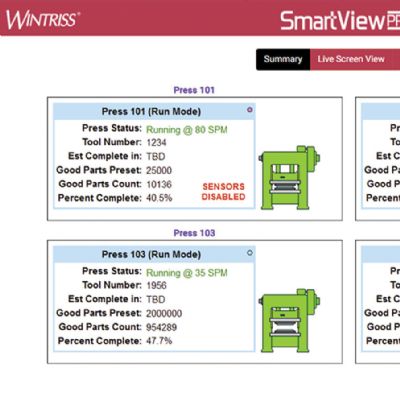
Wintriss’ Finnerty agrees, mentioning the Hawthorne effect (where individuals modify an aspect of their behavior in response to their awareness of being observed) as a good way to understand how the production-monitoring and data-generating capabilities of modern press controls can provide a quick return on investment.
“When manufacturers install production-monitoring technology,” he says, “we see an average increase in productivity of about 10 percent, simply because workers know that management is paying attention.”
On the Die-Protection Front
…more is better, says Wilhelm:
“We have controls installed providing as many as 128 channels of die-protection inputs, all monitored through the PLC utilizing Ethernet IP communication with I/O-link technology using a single wire for communication. This allows for more sensors at critical locations in the die, such as punched holes and critical bends. Stampers also can apply additional sensors for monitoring part placement on transfer systems, and part temperature during hot forming.”
 |
| Stampers are requiring more and more from their press controls—for traditional chores such as die protection and tonnage monitoring, but also for “communication and the ability to share information and integrate safety data between the other press-line equipment including feed lines, transfer systems and unloaders,” says John Eby, product manager at Toledo Integrated Systems. Shown is Toledo’s Maximizer PLC-based fully integrated press automation and control system. |
The number of sensors needed on the modern stamping-plant floor has slowly grown over time, notes Finnerty, “as stampers start monitoring things they should have been monitoring all along. But this greatly expanded sensor capacity really is needed for just a small percentage of the jobs we see; most dies require 16 sensors or fewer. That said, almost every stamper has a couple of those highly complex jobs requiring more die-protection capacity, so press controls have evolved accordingly.”
Case in point: Clairon Metals, a metal stamper in Covington, GA, upgraded its die-protection program by investing in a control with additional inputs and outputs, along with tonnage monitoring and production tracking. With the new control (from Cieco) installed, die-maintenance activities dropped from 40 man-hr./day to just 5. In addition, with tonnage monitoring the plant has reduced its costs to repair broken tools by 70 percent.
Horsepower and Memory
As far as press-control programming goes, “that’s an exciting topic,” says Finnerty. We’ve got die protection down pat. Now, processing power is king. For example, our new SmartPac Pro offers about five times the processing power of our previous control, and there’s 130-times more memory.”
What does more memory and horsepower mean to the stamper? “We’re able to add more capability without adding complexity,” Finnerty continues. “Added die protection functionality is a perfect example. We can program the control to purposely ignore faults during a certain portion of the stroke on certain sensor types. In addition, we can offer very flexible monitoring logic, allowing users to specify that a sensor has to be on or off during certain periods, and we have the onboard memory to store all of these parameters for all of the dies in inventory.” MF
See also: Wintriss Controls Group LLC, Helm Instrument Co., Inc., CIECO, Inc., Toledo Integrated Systems
Technologies: Pressroom Automation, Sensing/Electronics/IOT