





General Purpose or High Density?
Sun’s first decision was between the brush’s two available fill configurations: the Dot style, recommended for general-purpose deburring and surface finishing; and the Turbine style, which has a higher-density fill for more aggressive deburring.
 |
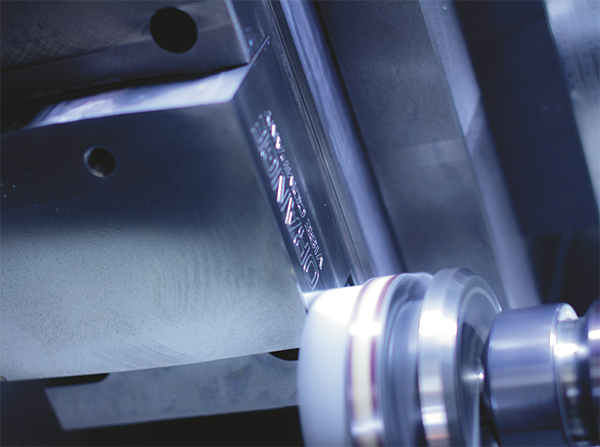
| The unique combination of automated deburring and surface finishing eliminates several time-consuming and laborious processes at Orange Vise. |
To achieve the smoothest finish possible and approximate the ground surfaces of the CNC vise, Sun selected the Dot-style brush and intentionally reduced spindle speed.
“The surface finish was good enough that we actually were blending it with our ground finishes,” says Sun. “With large surfaces that required multiple passes, there are no visible blends. The whole part looks like it is done in one pass. Needless to say, the brushes speed up the process quite a bit.”
Broader Use than Originally Expected
Orange Vise has found the Dot-style NamPower brush to be flexible enough to conform to features of varying heights, proving useful on other parts manufactured at the company.
“We’re finding more and more uses for them,” says Sun. “We use the same brushes for aluminum, steel, cast iron and several other materials without having to swap them out very often.”
One such application, and one of its primary purposes, is for edge blending. According to Sun, Orange Vise uses a variety of deburring tools, including a 45-deg. chamfer. Although the tool doesn’t typically leave a burr, when it begins to wear burrs can crop up. That possibility previously required an Orange Vise employee to inspect each part and remove any burrs by hand. Now the company automatically deburrs chamfered holes and edges using the NamPower brush.
In addition, Sun says Orange Vise performs engraving on the vice jaws using a ball-end mill. Although the engraving on the underside of the vice doesn’t require deburring, it specifies finer engraving on the top surface. For this operation it employs a 45-deg. V-bit, which can create burrs. To the rescue—again: the NamPower brush.
“Grinding would be so much more work,” says Sun. “With the brushes it really doesn’t take any extra effort at all. It adds maybe 30 sec. to the process.” MF
Article provided by Brush Research Mfg. Co., Inc., Los Angeles, CA: 323/261-2193; www.brushresearch.comView Glossary of Metalforming Terms
See also: Brush Research Mfg Co
Technologies: Other Processes
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.The Bradbury Group Expands to Accommodate Improvements, Grow...
Wednesday, October 4, 2023
 Other Processes
Other ProcessesNew Website for The Bradbury Group
Thursday, July 21, 2022
Other ProcessesCDH Custom Roll Form Receives ISO Certification
Wednesday, July 6, 2022