Modern Forming Needs Upgraded Language
February 1, 2015Comments
Sheetmetal forming is becoming more complex as new higher-strength steels find use for consolidating multiple stampings into one, with tighter dimensional tolerances and increased productivity. Too often these advances become hindered by the use of old terminology and misunderstanding of process problems. I describe four such problems here.
1) Misunderstanding of steel properties can occur due to use of different identification systems in different areas of the world. For example, does high-strength low-alloy (HSLA) 450 MPa mean a yield strength of 450 MPA, or a tensile strength of 450 MPa? Unfortunately, both can be correct. This steel has been listed by yield strength in North America and Europe but by tensile strength in Asia and the Pacific Rim. No problems existed when the steel was made and used in the same country. However, steel now made in one part of the world and then shipped to another area for production of stampings can create confusion. All advanced high-strength steels (AHSS) are specified by tensile strength throughout the world, but many steel users must order by yield strength.
One solution promoted by WorldAutoSteel (the technical division of Worldsteel) is use of a label printed with three pieces of information: steel type, plus yield strength and tensile strength values in MPa. One coil of steel could be labeled HSLA 350/450, and another coil (of AHSS) might be labeled TRIP 350/600. The user knows exactly the ordered properties of the steel. While both steels have equal yield strengths, their tensile strengths are different. By calculating the TS/YS ratio, some information about the workhardening exponent (n-value) can be obtained. The ratios are 1.29 for the HSLA and 1.71 for TRIP steels. 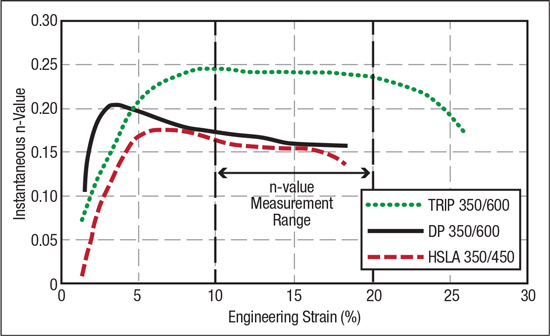
Fig. 1—The n-values for some AHSS grades change with deformation and must be tracked as instantaneous values. WorldAutoSteel—AHSS Application Guidelines Version 5.0.
2) I often hear metalformers say that, “We convert uniform elongation into n-value because it is easier than curve-fitting to a line of data points.” The better option is to compute uniform elongation from the n-value. The uniform elongation depends only on one data point—ultimate tensile strength. This value could be an accidental blip anywhere in the stress-strain curve. The n-value is best computed from the slope of many points on the log true stress versus log true strain curve, and is not influenced by a single error point. The n-value then can be converted to uniform elongation. Modern tensile-test software automatically computes n-values.