The Five Transformation Tips
 Here are five tips for transitioning to Industry 4.0:
Here are five tips for transitioning to Industry 4.0:
1. ROI First and Always―Start with the Business Case
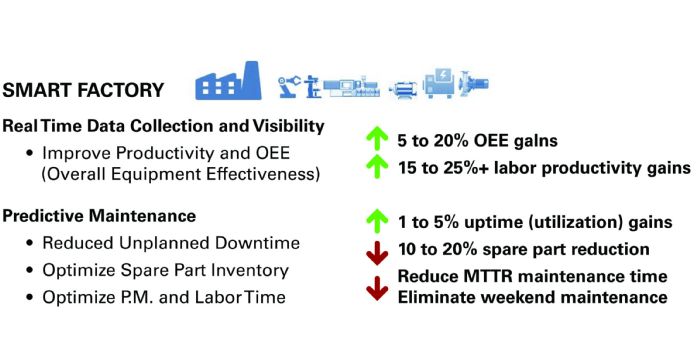
How do you measure success? The success of a digital transformation must be tied directly to the business profit and loss, and measured through improvements in uptime and asset utilization, reduction in scrap and rework, and overall improvement in labor productivity (throughput)—all translating to hard-dollar savings for the business (Fig. 2). The business case must drive technology selection and adoption, and not the other way around. Multiple business cases may be considered on a plant-by-plant or process-by-process basis. For digital transformation to achieve a long-term and sustainable impact, manufacturers must make financial impact and the return on investment (ROI) the epicenter of their transformation.
2. Get Connected—Real-Time Data is the Foundation
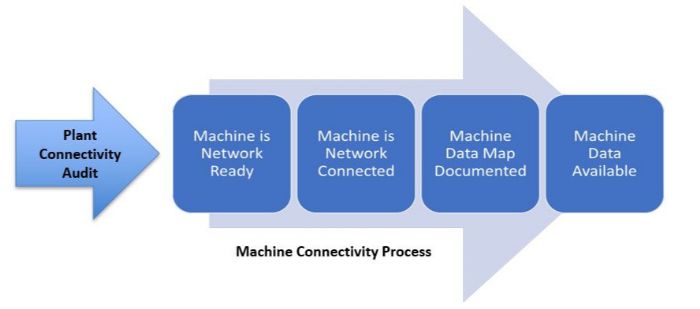
Are you collecting real-time data from your plant floor? Computerization and connectivity (i.e., Industry 3.0) are prerequisites for Industry 4.0 and a digital strategy. Manufacturing datification forms the foundation for continuous-improvement efforts and allows actionable decision making—the right data for the right person at the right time. With the business case in mind, select the key data streams, automate the data acquisition and create a data lake. Address these key questions when setting about to connect the plant floor (Fig. 3):
- Is the machine capable of communicating on the plant network, and how?
- What will it cost to add network-communication capability?
- How long will it take to connect?
- What type of data should be captured to track key metrics such as overall equipment effectiveness (OEE)?
- How much data is available from the machine?
 When establishing a data-collection strategy, consider the data types and data sources required to support the business case, whether relating to tracking plant-floor metrics such as OEE or to developing an electronic quality-management or part-traceability solution. Here are some examples of key data types and sources to be considered:
When establishing a data-collection strategy, consider the data types and data sources required to support the business case, whether relating to tracking plant-floor metrics such as OEE or to developing an electronic quality-management or part-traceability solution. Here are some examples of key data types and sources to be considered:
Data Types
- Machine parameters—cycle starts, piece counters, alarms
- Process parameters—temperature, pressures, current and ambient condition data
- Quality measurements—weight, dimensions, functional tests
- Attributes—visual inspections, defects
- Traceability—tags, serial/lot numbers, shift, machine, person.
Data Sources
- Wired or wireless devices—ethernet IP, Bluetooth, SPP protocols
- Machine drivers and protocols—―OPC, MTConnect, Fanuc FOCAS
- Intelligent machines—PLC, CNC, CMM, robots, test stands, vision systems, optical comparators
- Local serial devices—micrometers, calipers, scales, tensile testers, hardness testers, keyboards and other gauges via USB or RS232
- Business systems—ERP, MES, SCADA
- Existing data sources—Database SQL via ODBC, Excel, text files, flat files.
 With data types and sources well-defined, audit the machines to examine and document the assets’ connectability to the outside world. Newer machines with ethernet connectivity enable use of many native connectivity drivers, such as OPC and MTConnect. For legacy non-ethernet machines, a hardware or gateway device will be used to instrument the machine and obtain the desired data points. With this connectivity work completed, data are made available to a data lake such as a SCADA (data-acquisition) server, and can be ingested by any solution for machine monitoring or manufacturing execution.
With data types and sources well-defined, audit the machines to examine and document the assets’ connectability to the outside world. Newer machines with ethernet connectivity enable use of many native connectivity drivers, such as OPC and MTConnect. For legacy non-ethernet machines, a hardware or gateway device will be used to instrument the machine and obtain the desired data points. With this connectivity work completed, data are made available to a data lake such as a SCADA (data-acquisition) server, and can be ingested by any solution for machine monitoring or manufacturing execution.
3. Track Metrics—True Visibility to Improve Performance
If it cannot be measured (in real time), it cannot be improved (in real time). Real-time data drive real-time actionable metrics and overall visibility on the plant floor and throughout the enterprise. Shop-floor productivity represents only the tip of the iceberg. Digital plant metrics, such as OEE, will uncover the hidden potential of an operation. Real-time data provide a true and unquestionable measure of the OEE score, as follows:
- Utilization (Uptime)—How long has the machine produced?
- Performance—How fast has the machine produced?
- Quality—How well has the machine produced?
 Other performance metrics include:
Other performance metrics include:
- TEEP (Total Effective Equipment Performance)—While OEE measures the percentage of planned production time that is truly productive, TEEP measures the percentage of all time that is truly productive.
- MTBF (Mean Time Between Failure)—This metric concerns the average time elapsed between a failure and the next time that it occurs.
- MTTR (Mean Time to Repair)—This metric concerns the time it takes to run a repair after the occurrence of the failure.
4. Execute Shop to Top—Integrate Production, Inventory, Quality and Maintenance
The ISA-95 reference model for manufacturing-operations management provides an excellent reference to extending and integrating the shop floor (connected machine data) to the top floor (business systems such as ERP), covering production, inventory, quality and maintenance activities.
- Production. Extend beyond OEE to finite-capacity scheduling, job tracking, and labor tracking and value-added throughput.
- Inventory. Utilize data for part traceability and birth certificates from the raw material to the end product, ensuring adherence with regulatory and end-user requirements. Other activities include warehouse management and logistics.
- Quality. Monitor process data, and track quality features and attributes in real time, and generate SPC charts for statistical process control and capability analysis.
- Maintenance. Manage spare parts and preventive-maintenance schedules as well as work instructions for machine repairs, to support MTTR and MTBF improvements.
As part of the digital strategy, consider a phased approach to deploy out-of-the-box modular functionality that provides affordable and quick-to-deploy features.
5. Predict and Prescribe—Drive Toward Zero-Downtime, Zero-Defect Manufacturing
One minute of unplanned downtime and a fraction of unwanted scrap can yield tens of thousands of dollars in losses for any manufacturer. Tapping into a connected data lake and implementing predictive analytics using artificial intelligence (AI) and machine-learning tools will take the guesswork out of production and maintenance planning, replacing it with accurate predictions that allow for a more worry-free manufacturing process.
A comprehensive smart-factory digital strategy revolves around plant-floor connectivity and data ingestion to machine-monitoring and predictive-maintenance technologies. This setup provides real-time OEE analytics, and delivers predictive insights into machine and component health, remaining-useful-life prediction and failure diagnostics (Fig. 4). Such a use case can provide early fault detection and prediction, and assist manufacturers in using AI tools to transform maintenance activities from a “fail and fix” to a “predict and prescribe” paradigm.
As the use of predictive analytics matures within the organization, the ability to achieve prescriptive analytics becomes possible, allowing real-time decisions to be prescribed from the analytics. This includes feeding data back to the machine in real time to automatically reject a part that’s predicted as a defect, or, for example, to offset the machine recipe/program parameters.
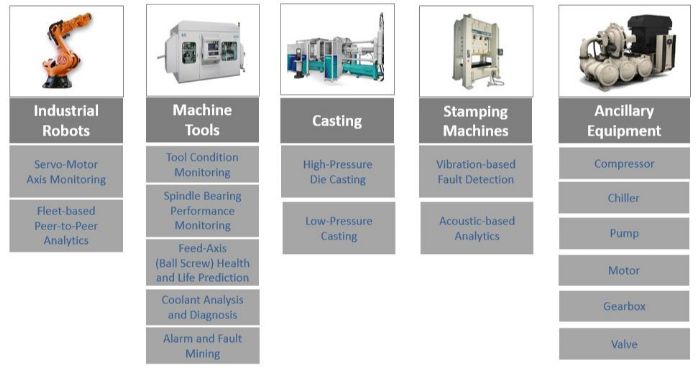
Given the complexity and variety of manufacturing processes, predictive-maintenance (zero-downtime) and predictive-quality (zero-defect) AI-based solutions may not be applicable as plant-wide solutions. They are most effective on mission-critical assets that quickly impact a business’ bottom line. The field of predictive analytics has been well-studied and proven over the past decade with numerous application templates becoming much more commonplace for robotics, machining, stamping, casting, injection molding, and for ancillary components such as pumps, motors and gearboxes (Fig. 5).
As an example, a strong ROI business case of prescriptive analytics involves the application of AI and predictive quality in scrap-rich manufacturing processes such as high-pressure die casting. Application of predictive quality by automotive and industrial businesses can reduce their annual scrap rates by a percentage that translates into an average of $250,000 per plant per year in savings for a plant with 30 to 50 die-casting cells.
Gain ROI and Win with Connectivity and Analytics
Global competition forces all manufactures―large and small―to establish digital-transformation strategies formally with a ROI-based mindset. The best strategy: Start small in relatively mature areas of the business, bring those areas to scale and then advance to more cutting-edge initiatives. Assess digital readiness and work to standardize and mature operations in a phased and systematic approach. It all starts with plant-floor connectivity, creating a data lake of information captured in real time for assets and machines, new or old. Then, use the data captured to drive performance and predictive analytics to realize a zero-downtime, zero-defect future state of manufacturing.
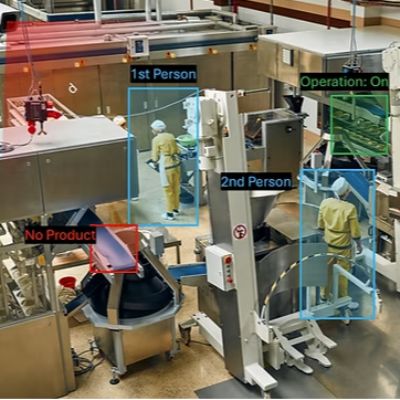
Industrial and digital transformation is not just about smart-connected factories and assets. It’s also about the connected worker. Use intuitive human-machine interfaces that maximize the user experience and overall usability and ergonomics. More recent connected-worker technologies such as wearables, with employ augmented reality, support operators and workers in performing tasks precisely and in a safer manner. This improves productivity and quality, and assists workers with vital training and remote assistance for many production applications as well as maintenance.
Marching Orders
At the end of the day, the digital transformation is fundamentally about aligning people, process and technology. Embark on a digital transformation today, making the strategy and journey operational with a proof of value, and use a proven technology pilot with a business-case backing. Implement the transformation, and track success. Then replicate that best-practice template out to other plants and processes. Train an internal center of excellence that can shoulder the strategy and technology conversation and execute the vision.
Maintain a zero-downtime/zero-defect vision for the manufacturing operation, and leverage technologies in an ROI-based fashion to drive value to end customers and users. MF
See also: Iotco, LLC
Technologies: Management, Sensing/Electronics/IOT








 Five key near-term challenges slow the transition to Industry 4.0, all of them revolving around the elements of people, process and technology:
Five key near-term challenges slow the transition to Industry 4.0, all of them revolving around the elements of people, process and technology: