






Lean Manufacturing Fuels Recessionary Rebound
February 1, 2010Comments
A manager can’t pick up a business magazine or book that doesn’t extol the virtues of lean manufacturing.
A manager can’t pick up a business magazine or book that doesn’t
extol the virtues of lean manufacturing. The benefits—reduced costs, less scrap and improved customer service, to name a few—are well documented. But few small manufacturers are implementing “lean.” Maybe it seems like a big-company strategy requiring the hiring of consultants and additional training, and maybe it seems like it’s just not for your company. After all, everybody talks about the Toyota Production System but is anybody telling us what assembling cars and stamping metal parts have in common? Or, maybe it’s just the name of the concept itself. After all, you’re probably pretty lean as it is.
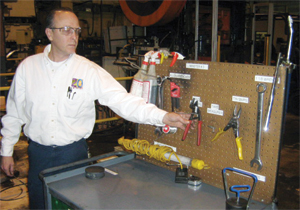
Talan Products’ supervisor Frank Lowe grabs a tool off one of the firm’s die carts designed as part of the firm’s recent 5S and quick-die-change initiatives.
Sound Familiar? Then Benchmark this Company
None of the above-mentioned issues were a problem for executives at metalformer Talan Products, Cleveland, OH, where CEO Steve Peplin, president Pete Accorti and VP of manufacturing Pat Parziale explained their recent success implementing lean strategies.
“We had been discussing a move toward lean methods for several years,” says Peplin. “We’ve als had a participative work environment, so we thought we had the right culture. There wasn’t much doubt in our minds that we could implement lean methods in our shop, but we also knew we needed help staying on track.”
Accorti adds, “We had actually made some small efforts to implement lean-manufacturing methods in the past. That experience told us that lean methods weren’t rocket science, but that they do take a lot of discipline to sustain. And, we recognized that we needed somebody from the outside to educate us and help us keep our noses to the grindstone.”
For outside expertise, the firm contracted with Chagrin River Consulting, also in Cleveland, bringing in Rick Bohan to help with implementation. “The first thing Rick did,” says Accorti, “was spend a few days in the shop getting to know our people and operations. After that, we scheduled a series of planning sessions for the senior leadership, to set some targets and develop an action plan for rolling lean methods out across the shop.”
Planning Key to Getting Everyone on the Same Page
No lean-implementation project can be successful without careful planning, which Talan’s management undertook only after allowing Bohan to interview managers and employees about Talan’s operations. Says Parziale, reporting on early management planning sessions: “Our discussions showed that we had some differing views around the shop regarding prioritizing our efforts, but we were able to agree on what was important and what we should be working on. I think that helped management present a united team to the rest of the company and see that we were serious about this project and committed to it.”
Metrics a Must,Starting with 5S
The leadership team developed a set of measures used throughout the project to gauge performance improvement. Among the metrics: inventory turnaround, measures of equipment, tooling, and personnel availability, scrap and direct labor efficiency. “The work we did developing and refining our metrics optimized the effectiveness of the lean implementation,” says Accorti. “Some of our most energetic discussions as a leadership team involved metrics. These discussions helped us understand that lean manufacturing isn’t just applying some tools to the shop floor and hoping for the best.” The leadership team committed to posting, every month, easy-to-read charts to track the metrics. In addition, the team still meets to discuss progress on the metrics at the start of each month. “The charts drive a lot of energy and action,” says Peplin. “They help us identify problems and opportunities early rather than when it’s too late to solve or take advantage of them.” During the planning sessions, the senior leaders also developed a 12-month calendar of activities for the lean implementation. The team’s decisions were based on their own knowledge of what was needed in the plant coupled with the results of the consultant’s report. First, a series of 5S action workshops were scheduled; each press was to have its own 5S workshop. The workshops addressed two objectives: teach supervisors and operators the principles of 5S, and actually get the presses and the areas surrounding them organized

Supervisor Miguel Lugo (left) and press operator Mark Adams discuss Mark’s real-time hour-by-hour performance as marked on the chart. Hourly, Mark notes on the chart any problems he might be experiencing and supervisors review the charts and collaborate with the operators to solve the problems.
The 5S tool addresses workplace flow and organization, focused on sorting, straightening, shining, standardizing and sustaining. More than a housekeeping program, 5S initiatives address a variety of important factors including workplace safety, material and information flow, preventive maintenance, standardized work instructions, inventory control and purchasing procedures.
“We were very interested in starting with 5S,” explains Parziale, “to get everyone involved, develop a teamwork approach and make a visible difference. The 5S workshops were a good start to the overall initiative.”
The 5S workshops highlighted the importance of preventive maintenance on presses and auxiliary equipment. They also focused on the importance of organizing and standardizing die-change tooling. For example, the 5S teams put into use a series of die carts, and also color-coded clamps and other tooling.
“We also found that we had to audit weekly to keep the 5S program energized,” adds Parziale.

