“Battery systems can’t have debris that may come from welding processes that expel a lot of material,” Davis explains. “Spatter can release into areas and compromise the battery structure, and laser welding operates inherently cleaner than GMAW. That’s important, as specifications place nearly a zero tolerance for weld splatter in battery structures, and cleanliness is critical in applications involving electrical systems and motors.”
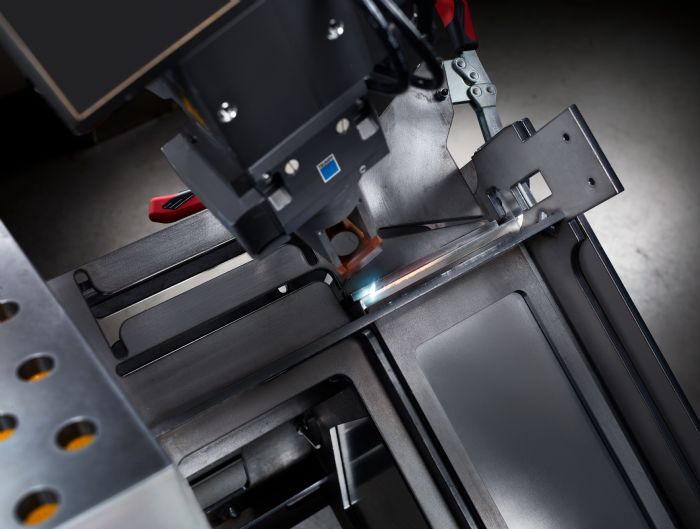
Zero tolerance on spatter necessitates the cleanest welds possible, and keeps welding-equipment manufacturers busy designing solutions. For its part, says Davis, Trumpf offers Brightline Weld technology for its TruDisk and TruFiber laser welding lineup, enabling welding of materials such as mild or stainless steel, copper and aluminum with almost no spatter. Key here is a laser-light cable featuring an inner and outer fiber core. Laser power flexibly distributes among the core and the application-specific optimum. An outer-ring beam creates an enlarged keyhole opening that allows escape of metal vapor while diverting the melt in the direction of the weld pool, thus minimizing or in some cases eliminating spatter.
“The dual-core fiber operates almost as concentric spots focusing differently through the weld volume, and controlling the heat distribution throughout the weld,” Davis says.
Flexibility Needed
Besides offering clean welds, laser welding offers flexibility—important given the evolution of automotive-component manufacturing both in part design and in production volume, especially related to battery systems.
“We’re seeing more straight lines in body structures as opposed to flowing curves that would require traditional die stamping,” Davis says. “This lends itself to sheet metal fabrication processes such as tube processing and cutting, bending channels, etc.”
These fabrication processes prove efficient—and offer synergy for suppliers of sheet metal-fabrication and laser welding/trimming equipment, Davis and Fedai report—due to an increase in low-volume, high-mix products.
 “Now, especially at the beginning of this major electrification effort, comes a need for lower volumes, maybe 50,000 or less, and a mix of those parts,” Davis says. “This makes equipment and process flexibility a must. A process designed around rigid stamping tools in this scenario becomes time-consuming and less cost-effective.”
“Now, especially at the beginning of this major electrification effort, comes a need for lower volumes, maybe 50,000 or less, and a mix of those parts,” Davis says. “This makes equipment and process flexibility a must. A process designed around rigid stamping tools in this scenario becomes time-consuming and less cost-effective.”
Dealing With Battery-Tray Disruption
Flexibility becomes even more important when considering the current lack of standardization in EV-battery platforms.
“I would say that we're as far away from a standardized battery-package design as we can be right now,” Fedai offers. “The battery tray obviously is the disruptor in the traditional body-in-white design. For instance, among OEMs, one leans toward steel for battery trays and is heavy on roll forming, while another focuses on aluminum extrusions aluminum plates. A third employs laser-cut and -welded tube structures.”
Davis agrees, citing another example.
“A large cast-aluminum structure makes up a portion of the body designs in some platforms from one automaker,” he says. “This represents a totally new approach, and these designs require laser cutting or trimming, and then welding. Then the inverters and some big-module electrical components that make up the brains of battery systems are assembled, with bolts or laser welding for the covers to encase the whole system. Laser welding provides a good approach here, as it hermetically seals the structure.”
Automotive designers now seek to counter the hefty weight of these battery compartments via lightweighting.
“With EVs, we see a trend toward lightweight materials where possible,” Fedai says. “The curb weight of an EV typically runs about 20 to 25-percent higher than a comparable internal combustion-engine vehicle. To combat this, automakers increasingly employ lighter-weight materials, including hot-stamped steels and aluminum alloys.”
This trend increases the need for flexibility in joining solutions, as does the trend toward less assemblies within vehicles.
“This includes bodyside tailor-welded blanks to produce an entire door ring or an entire bodyside, specifically via hot stamping,” Fedai continues—“never the case before. Of course, we need laser welding to create these tailor-welded blanks.”
Laser welding, a single-sided process, opens up possibilities as an alternative to spot welding, which requires two-sided access for the electrodes.
“This makes laser welding attractive…it’s just a matter of getting in front of design engineers before a design is frozen to allow flexibility to design for easier, single-sided access to weld areas,” Davis says.
And, of course, fitup matters, as does material coating.
“In designing for laser welding, fitup is critical to success,” says Fedai. “And, especially for lap-joint welds of coated material, the lighter the coating the better the ability to laser weld. Secondary operations such as dimpling—which works as a spacer between two sheets—can improve conditions for laser welding, but in general, no coating or a thin coating is preferred.”
Laser welding can be a game changer, concludes Fedai, “in the right circumstances, with the right training and with the right product design. The product must be designed with laser welding in mind. We’re trending toward greater use of laser welding in automotive applications with OEMs learning more about how to design laser welding into manufacturing—I can't preach such education enough.” MF
Industry-Related Terms: Bending,
Case,
Core,
Die,
Electrodes,
Forming,
Laser Welding,
LASER,
Lines,
Roll Forming,
Spatter,
Stainless Steel,
ToleranceView Glossary of Metalforming Terms
See also: TRUMPF Inc.
Technologies: Welding and Joining







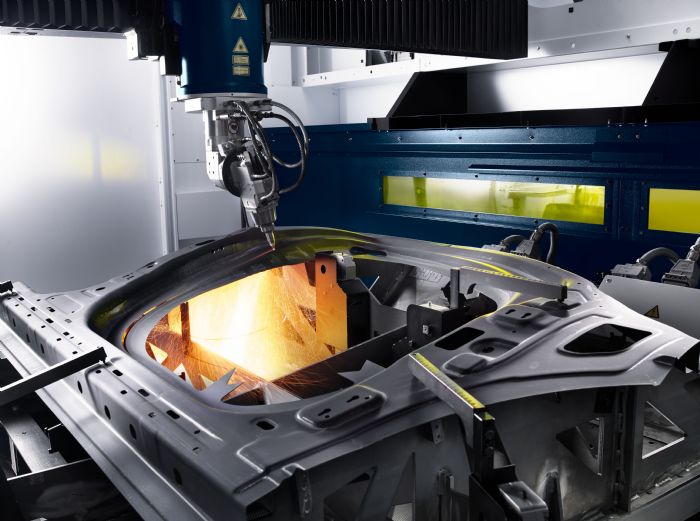
 The speed and cleanliness offered by laser welding, as well as flexibility, position this joining process well given an alternative-fuel automotive universe where battery-compartment sealing needs; a smorgasbord of designs; and lower-volume high-mix production appear to be the norm. As to speed, laser welding performs orders of magnitude quicker than traditional methods such as gas-metal-arc welding (GMAW). The cleanliness also can’t be beat.
The speed and cleanliness offered by laser welding, as well as flexibility, position this joining process well given an alternative-fuel automotive universe where battery-compartment sealing needs; a smorgasbord of designs; and lower-volume high-mix production appear to be the norm. As to speed, laser welding performs orders of magnitude quicker than traditional methods such as gas-metal-arc welding (GMAW). The cleanliness also can’t be beat.

