No Longer Just High-Mix Low-Volume
Triggering Arnold and his production team to move into a higher-volume production mode, via stamping, was Townsend Design’s acquisition by the French medical-supply company Thuasne (elastic compression bandages, medical belts, adhesive and cohesive bandages, etc.) in 2011. A short time after the acquisition, Thuasne asked Townsend to help develop a hinged neoprene brace, with annual order quantities expected to average 150,000 through 2019. Goodbye laser-cutting and press-brake bending, hello metal stamping. 
Sutherland also provided Townsend Design with a servo feed rated for coils 300 mm wide with maximum stock thickness of 4.5 mm; and its new I-Press high-definition color-touchscreen press control.
“We manufacture 3500 different part numbers here,” Arnold says, “and the typical brace has only six to 20 parts, so traditionally we’re a relatively low-volume high-mix manufacturer. That changed somewhat with the Thuasne acquisition, and we quickly realized that finally had to bring a stamping press inhouse.
“Being rookies in stamping,” Arnold adds, “we knew that technical support from the press manufacturer would be critical to our success, and Sutherland certainly has fit the bill.”
The new knee brace that hit Townsend’s production floor in mid-2014, and is expected to take off in 2015, is called Genu-Pro. Available in two sizes (long-arm and short-arm), its hinges comprise three stamped parts—upper and lower bars and a hinge cap.
“Simultaneously engineering and building the press and the tooling proved challenging,” shares Arnold. “However, Sutherland has a solid relationship with our die source, Computed Tool & Engineering (Anaheim, CA), and facilitated several meetings in person and on the phone to make sure everyone stayed on the same page so that tooling up the job was seamless.”
A Quick ROI on the Press
The first two Genu-Pro dies hit the Townsend Design shop floor in June 2014, and two more in July; all 12 were expected to land by year-end. Most are seven-station progressive dies charged with forming and punching 0.10-in.-thick Type 5052 aluminum sheet.
Additionally, to accelerate the press’s return on investment, Arnold earmarked two additional fabricated parts to be converted over to hard tooling for stamping on the new press.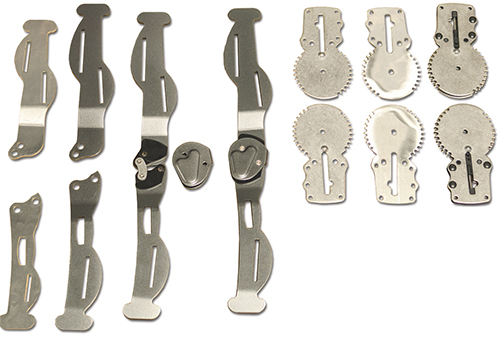
A sampling of parts Townsend Design stamps on its new press, including hinge components for the Genu-Pro knee brace (four parts to the left). Above are Type 304 stainless-steel stampings previously laser-cut—stamping the parts at 35 strokes/min., compared to 45-60 sec. to fabricate each part, reduced piece-part cost from $2.00 to $0.60.
“All told, we’re expecting a 2.5-year payback on the press once Genu-Pro enters full production early in 2015,” he says.
One of the existing fabricated parts moved to stamping is a 2- by 2-in. flat part that is assembled into one of the firm’s post-operative knee braces. Production quantities average 5000/mo. Compared to laser-cutting the part, from 0.032-in. Type 301 stainless steel, stamping reduced piece-part costs by $0.35, a 40-percent savings, “so there was no problem justifying the tooling costs,” Arnold says. He also notes that to better-facilitate making the part on the Sutherland press, the firm switched from a full-hard stainless-steel alloy to half-hard.
“We felt that the original full-hard part was over-engineered,” Arnold adds, “and that moving to a half-hard alloy would increase the life of our stamping tools.”
Arnold also moved a second part for the same post-op brace from fabrication to stamping, this one a much larger gear-shaped part used to set flexion and extension stops as the brace is worn by patients. This part, actually two stamped parts (left- and right-hand), is Type 304 stainless steel; a plastic part fits between the two stamped parts in assembly. Why the move from fabrication to stamping?
“The teeth of the two stamped stainless-steel parts must align perfectly to ensure repeatable, comfortable operation of the brace,” says Arnold. “While we definitely were able to assemble quality braces used fabricated parts, we thought that stamping the parts would make the assembly task faster and easier, and we were right. In the end, running the Sutherland press at 35 strokes/min. to stamp the parts compared to 45 to 60 sec. to fabricate each part reduced piece-part cost from $2.00 to $0.60. That’s a huge savings.” MFView Glossary of Metalforming Terms
See also: Sutherland Presses Inc.
Technologies: Cutting, Stamping Presses, Bending
Comments
Must be logged in to post a comment. Sign in or Create an Account
There are no comments posted.
Amada Press Systems Debuts Feeder Line on One Controller at ...
November 1, 2024
 Video
Video