Pinching Tool Leads to No Scrap, No Skeleton
April 29, 2021Comments
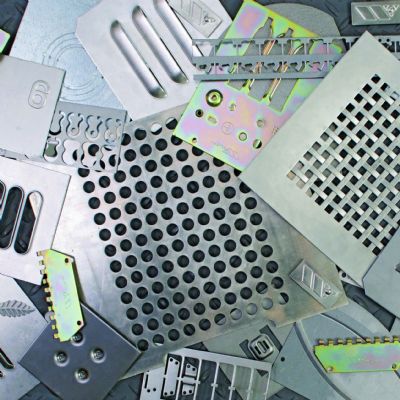
Common-line cutting on a pair of CNC turret-punch presses, courtesy of a rolling pincher tool that acts like a scoring knife along part peripheries, saves this manufacturer of hollow steel doors thousands of dollars annually in scrap sheet metal when compared to nibbling parts from blanks. And, the tool leaves burr-free clean edges.
When hollow-metal-door manufacturer Concept Frames sought to minimize—or practically eliminate—scrap from its fabrication process, director of operations Daniel Gibbs knew that there had to be a better solution than nibbling nested parts from sheets on its pair of CNC turret punch presses. Taking in 48-in.-wide blanks from its service center and cutting 12-in.-wide strips using a 3⁄16-in.-wide nibbling tool led to a lot of sheet metal scrap, Gibbs explains, noting that the 12-in. material is used to fabricate the company’s most popular door jambs.
 Rather than lose 3⁄16 in. of material with every part or leave tabs between part edges to hold the parts in the sheet, Gibbs opted for a specialized punching tool from Wilson Tool: the Rolling Pincher, part of the Wilson Wheel tool family. In use on Concept Frames’ two Murata Motorum 54-punch turret presses, the tool smoothly rolls across the part periphery to create smooth, burr-free perforations. Acting like a scoring knife, the resulting partial shear in the sheet allows operators to quickly snap or shake the parts from the nest. Because the wheels work horizontally across the sheet, rather than vertically as with punching tools, nibble marks and burrs are practically eliminated.
Rather than lose 3⁄16 in. of material with every part or leave tabs between part edges to hold the parts in the sheet, Gibbs opted for a specialized punching tool from Wilson Tool: the Rolling Pincher, part of the Wilson Wheel tool family. In use on Concept Frames’ two Murata Motorum 54-punch turret presses, the tool smoothly rolls across the part periphery to create smooth, burr-free perforations. Acting like a scoring knife, the resulting partial shear in the sheet allows operators to quickly snap or shake the parts from the nest. Because the wheels work horizontally across the sheet, rather than vertically as with punching tools, nibble marks and burrs are practically eliminated.
 “No scrap, and no skeleton,” Gibbs says. “We can get four 12-in. panels from a 48-in. blank. We couldn’t do that using nibbling.”
“No scrap, and no skeleton,” Gibbs says. “We can get four 12-in. panels from a 48-in. blank. We couldn’t do that using nibbling.”
Corporate-Owned, But Small and Efficient at Heart
Concept Frames manufactures custom hollow doors and frames in small lot sizes, “where 100 frames would be a big order for us,” Gibbs shares. The company, acquired by huge Swedish conglomerate Assa Abloy (a global group of companies that manufactures locks, doors, gates and entrance-automation solutions) a few years ago, continues to operate as it has since 1982, from a modest yet productive 35,000-sq.-ft. shop in Newton, NC, 40 miles northwest of Charlotte. It supplies distributors up and down the U.S. East Coast, as far west as Tennessee and even serves some customers in Texas.
 Concept Frames manufactures doors and frames from 12-, 14- and 16-gauge cold-rolled galvannealed steel. It runs two separate lines, one for frames and the other for doors, each led off by a turret punch for producing parts from blanks. A 27.5-ton turret press feeds the door-production line, which also includes two press brakes and a hardware-insertion workcell; a 22-ton turret press feeds the frame-production line, featuring three press brakes and a resistance-welding cell. Press brakes add return bends to the frame components—either a standard ½-in. return or a U-shaped drywall return. The frame line runs two shifts, and the door line runs one shift.
Concept Frames manufactures doors and frames from 12-, 14- and 16-gauge cold-rolled galvannealed steel. It runs two separate lines, one for frames and the other for doors, each led off by a turret punch for producing parts from blanks. A 27.5-ton turret press feeds the door-production line, which also includes two press brakes and a hardware-insertion workcell; a 22-ton turret press feeds the frame-production line, featuring three press brakes and a resistance-welding cell. Press brakes add return bends to the frame components—either a standard ½-in. return or a U-shaped drywall return. The frame line runs two shifts, and the door line runs one shift. 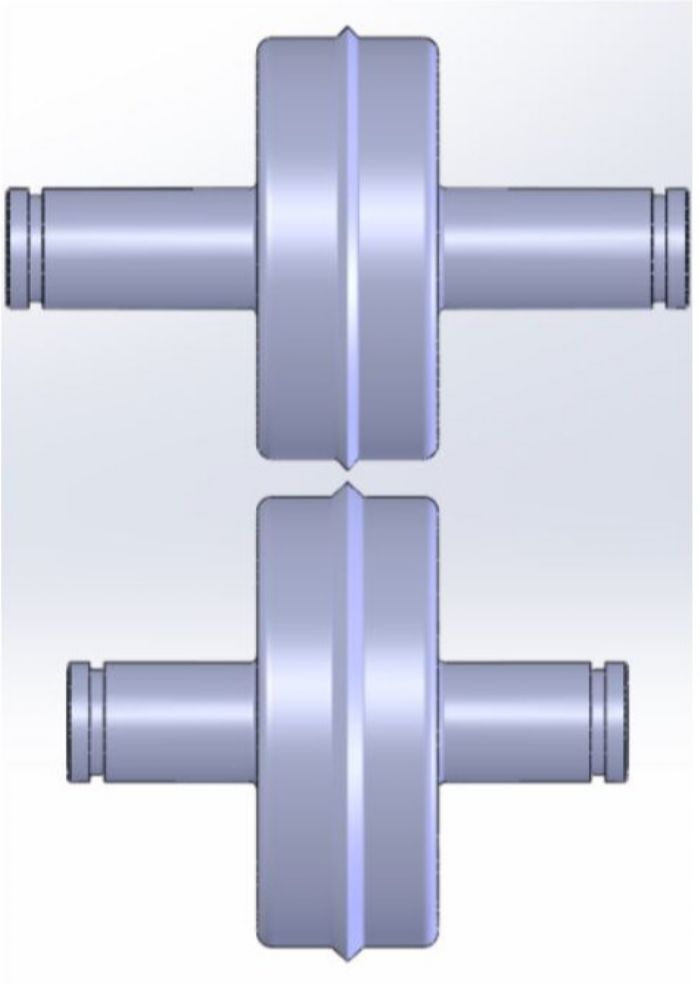 “We fill a lot of custom orders for one or two frames,” Gibbs says. “We’re not trying to compete with the high-volume shops. What we do, we do well, and that’s because we rely on tools like the Rolling Pincher to enable fast processing and manufacturing. After just one or two minutes using the wheel tool—we make two passes over each part edge—plus another minute or so of punching, the operator moves the blank move off to the side and quickly breaks the nest apart. He then sends the parts over to the press brakes for bending.”
“We fill a lot of custom orders for one or two frames,” Gibbs says. “We’re not trying to compete with the high-volume shops. What we do, we do well, and that’s because we rely on tools like the Rolling Pincher to enable fast processing and manufacturing. After just one or two minutes using the wheel tool—we make two passes over each part edge—plus another minute or so of punching, the operator moves the blank move off to the side and quickly breaks the nest apart. He then sends the parts over to the press brakes for bending.” Other than the wheel tool, Gibbs notes other tooling, provided by Wilson Tool, that supports its production. For example, the doors receive cylindrical locks that requires punching a 2.25-in.-dia. round hole with a notch on each side. “To punch that shape,” Gibbs explains, “we buy a special tool to attain that profile in one hit. Another commonly used tool is a 4 by 1.75-in. rectangular tool for punching the hinge slot—we have to punch with this tool twice to cut a slot to accept a 5- or 6-in. hinge.
Other than the wheel tool, Gibbs notes other tooling, provided by Wilson Tool, that supports its production. For example, the doors receive cylindrical locks that requires punching a 2.25-in.-dia. round hole with a notch on each side. “To punch that shape,” Gibbs explains, “we buy a special tool to attain that profile in one hit. Another commonly used tool is a 4 by 1.75-in. rectangular tool for punching the hinge slot—we have to punch with this tool twice to cut a slot to accept a 5- or 6-in. hinge.