Procedures for Ultrasonic Thickness Gauges
December 1, 2007Comments
The ultrasonic thickness gauge (UTG) serves many purposes in any factory. Examples include detection of internal corrosion in piping; rapid sorting of different thicknesses of parts; repetitive measurements for control charting; and thickness measurements in locations not reachable by traditional micrometers. In the press shop, the UTG now measures thickness strain as an alternative to applying and measuring circle grids. These applications are reviewed in the October/November 2004 MetalForming Science of Forming columns.
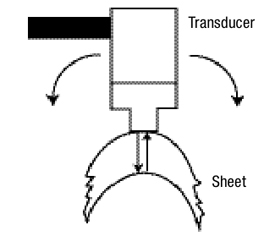
Using a UTG for accurate thickness-strain measurements requires a higher-level of detail during the measurement procedures. The UTG measures total travel time between the transducer sending the ultrasonic wave through the sheet and the transducer receiving the return wave bounced back from the back edge of the sheet (Fig. 1). For defect detection, the return wave bounces back from internal discontinuities within the sheetmetal.
The same transducer sends the outbound transmission wave and receives the inbound reflected wave. For thin sheetmetal, the time of this round trip is too short to allow the electronics within the UTG to switch from transmit to receive. To accomplish this, a delay line (often made from plastic) inserted between the transducer and the sheetmetal provides an extra time delay for both transmission and reception waves. The transducer, delay line, wave frequency and other parameters of the UTG determine whether the UTG can measure the required thickness strains. For example, a 0.020 in. thick sheet subjected to a 50 percent thinning strain would thin to 0.010 in. The UTG must be capable of measuring at least this lowest level of reduced thickness. 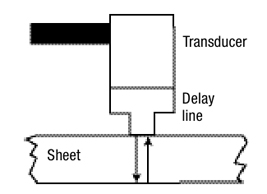
Fig. 1—Schematic showing the transducer and delay-line components of the probe for the ultrasonic thickness gauge.
The plastic delay line requires daily maintenance. First, remove the delay line from the transducer and clean both transducer and delay line interface surfaces. Then check the surface of the delay line that contacts the sheetmetal. It must be flat and free of nicks and scratches. Spare delay lines should be available to replace damaged ones. Before re-assembly, completely cover the transducer-delay line interface with excess couplant. A dry interface is the primary cause of inconsistent thickness measurements.