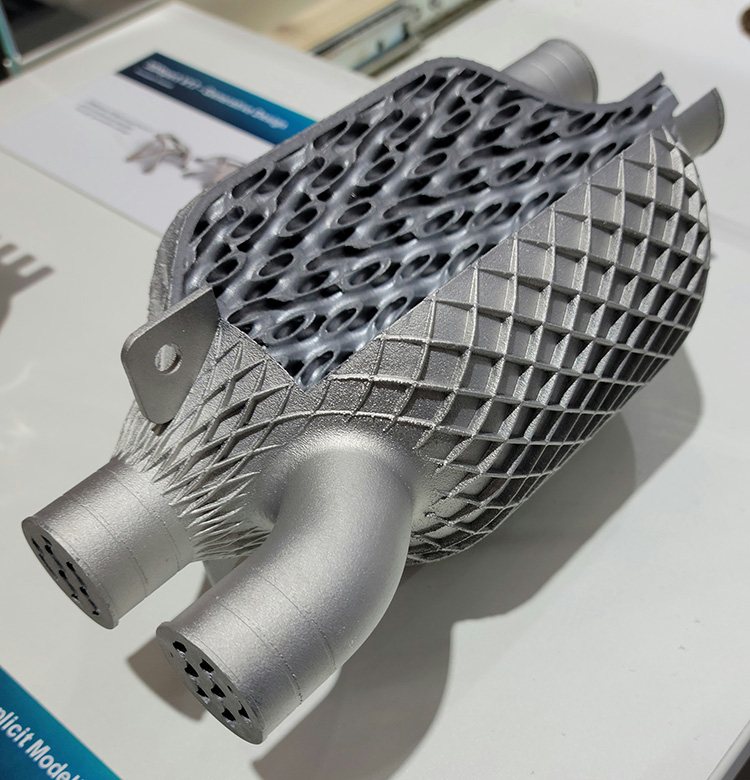
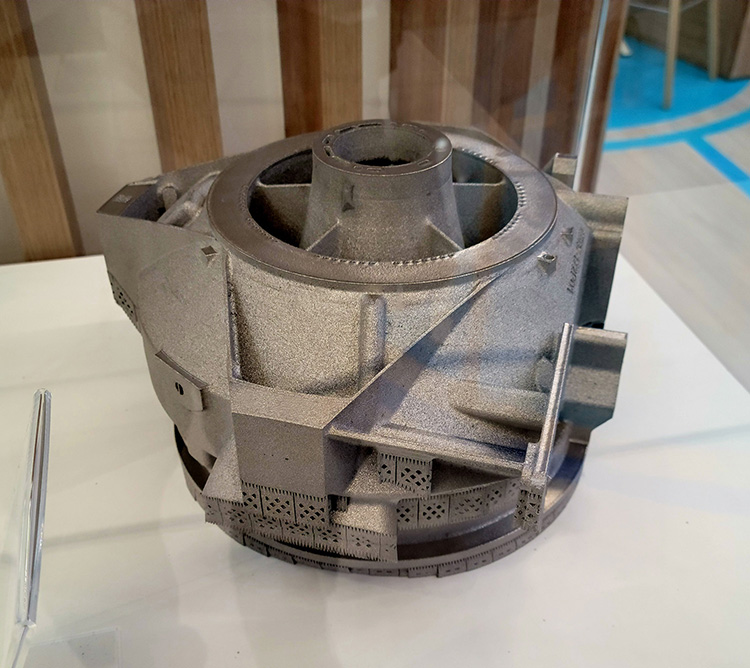
Spied in the Additive Industries booth, an Inconel 718 turbine pump housing (pictured) produced via updated MetalFab technology. The 150-kg. housing was produced via four lasers in 121 hr. Note the teardrop-shaped passageways—design features that assisted in a support-free build.
DED In Standalone Meltio Machine, or with CNC or Robot Integration
 Spanish company Meltio, a provider of directed energy deposition (DED) AM technology and offering an open wire and powder material platform, has expanded its reach to North America (U.S. office in Las Vegas, NV). The company offers a standalone AM machine as well as a multi-laser deposition head in a package it refers to as an engine, that can be integrated with a CNC or robotic platform, thus creating a hybrid manufacturing system with no inherent part-size constraints for near-net-shape manufacturing, component repair or feature addition. And, multi-material capability allows for printing dual wire for hardfacing or anti-corrosion applications, or wire and powder to create new alloys on the fly.
Spanish company Meltio, a provider of directed energy deposition (DED) AM technology and offering an open wire and powder material platform, has expanded its reach to North America (U.S. office in Las Vegas, NV). The company offers a standalone AM machine as well as a multi-laser deposition head in a package it refers to as an engine, that can be integrated with a CNC or robotic platform, thus creating a hybrid manufacturing system with no inherent part-size constraints for near-net-shape manufacturing, component repair or feature addition. And, multi-material capability allows for printing dual wire for hardfacing or anti-corrosion applications, or wire and powder to create new alloys on the fly.
Meltio’s turnkey multi-metal DED 3D printer, the M450, features a compact footprint and allows users to produce high-density metal parts in a single-step process. It offers a print envelope of 150 by 170 by 425 mm, and employs multiple 200-W direct-diode lasers to process wire feedstock. Use the company’s technology to manufacture from stainless and mild steel, as well as titanium, nickel and copper alloys.
On the show floor, Meltio displayed the M450 as well as its CNC and robotic-platform engines, and displayed numerous parts, including a blisk (pictured) for an aerospace application. The Type 316L stainless-steel blisk, measuring 500 by 500 by 60 mm and weighing 9.15 kg, was produced via the Meltio engine integrated with a robotic platform. Total build time: 26 hr., 25 min.
Velo3D’s Multi-Laser Machines Produce Complex Thin-Walled Parts
 Velo3D displayed new builds via its Sapphire XC large-format 3D metal printer, the standard Sapphire metal-AM machine, and the new Sapphire 1MZ machine based on the standard Sapphire, but able to print metal parts to heights of 1 m. The eight-laser (each with 1000 W of power) Sapphire XC, with a build volume of 600-mm dia. by 550-mm height, reportedly increases production throughput by five times and reduces cost-per-part by as much as 75 percent as compared to the standard Sapphire.
Velo3D displayed new builds via its Sapphire XC large-format 3D metal printer, the standard Sapphire metal-AM machine, and the new Sapphire 1MZ machine based on the standard Sapphire, but able to print metal parts to heights of 1 m. The eight-laser (each with 1000 W of power) Sapphire XC, with a build volume of 600-mm dia. by 550-mm height, reportedly increases production throughput by five times and reduces cost-per-part by as much as 75 percent as compared to the standard Sapphire.
All of the machines employ the same optical-train design, recoater technology, gas-flow technology and metrology, and fully integrate with Velo3D’s Flow pre-print software and Assure quality-control software. The standard Sapphire offers a 315-mm dia. by 400-mm height build area and two 1000-W lasers.
At the show, the company showcased a tall Inconel demo rocket chamber (pictured), built in the Sapphire 1MZ and featuring complex internal cooling passages and injector components.
New 3D Systems Dual-Laser Machines Enable Rapid 24/7 Production
 3D Systems showcased additions to its Direct Metal Printing (DMP) portfolio with the DMP Flex 350 Dual and DMP Factory 350 Dual—two-laser machines designed to halve build time and lower part-production costs.
3D Systems showcased additions to its Direct Metal Printing (DMP) portfolio with the DMP Flex 350 Dual and DMP Factory 350 Dual—two-laser machines designed to halve build time and lower part-production costs.
These latest additions reportedly maintain the benefits of DMP single-laser configurations, including flexible application use and quick-swap build modules (DMP Flex 350 Dual); integrated powder recycling (DMP Factory 350 Dual); and a central server to manage print jobs, materials, settings and maintenance to enable 24/7 productivity. Additionally, 3D Systems’ unique vacuum chamber significantly reduces argon-gas consumption while delivering oxygen purity of less than 30 ppm. Expect general availability of these machines during this year’s first quarter.
Pictured is a primary structure bracket, from Laserform AlSi10Mg powder, printed on the new DMP Factory 350 Dual machine. Employing dual lasers on this machine cut print time on 30-um layers by 37 percent as compared to a single laser, and by 30 percent on 90-um layers, according to 3D Systems officials, And, they note, printing 90-um layers as opposed to 30-um layers reduced print time by 68 percent.
Customized AMCM Machine Prints Redesigned Copper Inductor
 3D Metal Printing visited AMCM, an EOS company that provides customized EOS machines or provides customized machines from scratch, to suit specific applications. Shown here, using EOS Copper CuCP, an AMCM M 290 (1-kW laser) built this dual-function inductor—a new design from thyssenkrupp. The redesign reduces a multipart component to a single part, and provides functional integration of heating and cooling to provide higher printing-process stability and better hardening results. Other redesigned-part advantages: elimination of edge overheating, no soldering points, power consumption during use reduced by as much as 60 percent, part life more than doubled, manufacturing-cost reduction of as much as 58 percent and 20-percent reduction in production lead time.
3D Metal Printing visited AMCM, an EOS company that provides customized EOS machines or provides customized machines from scratch, to suit specific applications. Shown here, using EOS Copper CuCP, an AMCM M 290 (1-kW laser) built this dual-function inductor—a new design from thyssenkrupp. The redesign reduces a multipart component to a single part, and provides functional integration of heating and cooling to provide higher printing-process stability and better hardening results. Other redesigned-part advantages: elimination of edge overheating, no soldering points, power consumption during use reduced by as much as 60 percent, part life more than doubled, manufacturing-cost reduction of as much as 58 percent and 20-percent reduction in production lead time.
EOS Copper CuCP reportedly offers thermal and electrical conductivity to 100-percent IACS (a copper standard that compares a material’s conductivity rating to that of pure copper, which is considered as 100 percent). This conductivity makes it ideal for inductors, electrical motors and similar applications. Material properties as reported by EOS: 99.5-percent pure, ultimate tensile strength of 165 MPa, 235-MPa yield strength and elongation at break of 45 percent.
Markforged Reports Huge Lead-Time and Cost Cuts for Stainless-Steel Fuel-Injector Nozzles
 Markforged displayed this diesel-fuel-injector adapter, made from 17-4 PH stainless steel in the company’s Metal X AM machine. Previously, to produce this next-generation component, Sandia National Labs outsourced laser sintering and CNC machining. Use of the Metal X, according to Markforged officials, allows Sandia to perform in-source AM with only a simple post-machining step. This reduces lead time from months to less than 5 days, with material and process costs reduced from thousands of dollars to less than $200.
Markforged displayed this diesel-fuel-injector adapter, made from 17-4 PH stainless steel in the company’s Metal X AM machine. Previously, to produce this next-generation component, Sandia National Labs outsourced laser sintering and CNC machining. Use of the Metal X, according to Markforged officials, allows Sandia to perform in-source AM with only a simple post-machining step. This reduces lead time from months to less than 5 days, with material and process costs reduced from thousands of dollars to less than $200.
Trumpf Machine Prints Unique Connectors for Facade Applications
 Trumpf displayed a variety of parts produced via its TruPrint lineup of AM machines. A unique 3D printing application on display: components of parametric facade systems from exyz, a German company, with facade nodes printed on a TruPrint 5000 in use at H+B Hightech GmbH. The nodes, designed by Lithium Designers GmbH and employing topology optimization to optimize part design and material usage, serve as universal connections that enable design and construction of architectural facades at various angles. By utilizing AM in general, and the TruPrint 5000 in particular, the node, referred to as N-AM_Li3, offers extreme facade-design flexibility combined with light weight.
Trumpf displayed a variety of parts produced via its TruPrint lineup of AM machines. A unique 3D printing application on display: components of parametric facade systems from exyz, a German company, with facade nodes printed on a TruPrint 5000 in use at H+B Hightech GmbH. The nodes, designed by Lithium Designers GmbH and employing topology optimization to optimize part design and material usage, serve as universal connections that enable design and construction of architectural facades at various angles. By utilizing AM in general, and the TruPrint 5000 in particular, the node, referred to as N-AM_Li3, offers extreme facade-design flexibility combined with light weight.
The TruPrint 5000 features three 500-W lasers that simultaneously scan the entire build area to achieve optimal, seamless surface quality. Optional preheating of the substrate plate to temperatures reaching 500 C ensures high component quality and a robust laser-fusion process, according to company officials. In-process monitoring of powder coating, weld pool, machine status and productivity enables full control of component quality on a layer-by-layer basis.
Aluminum Large-Part Hybrid Manufacturing via Big Metal Additive
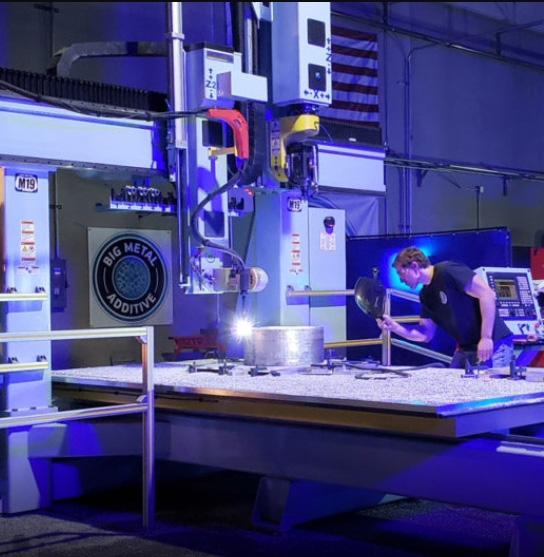 Big Metal Additive, Denver, CO, informed showgoers on its capabilities in design adjustment and optimization, wire-fed AM, and five-axis cutting and machining to produce chiefly aluminum parts for customers. Aerospace, space, automotive and military larger-part applications are ideal, as the company boasts 6 by 12-ft. AM worktables.
Big Metal Additive, Denver, CO, informed showgoers on its capabilities in design adjustment and optimization, wire-fed AM, and five-axis cutting and machining to produce chiefly aluminum parts for customers. Aerospace, space, automotive and military larger-part applications are ideal, as the company boasts 6 by 12-ft. AM worktables.
Big Metal Additive’s unique AM process provides interesting material properties according to the company’s general manager, Ty Stranger-Thorson, who filled in 3DMP on the technology at Formnext. Namely, the material exhibits full tensile strength at 0-, 45- and 90-deg. angles—atypical in layer-by-layer AM processes, where Z-axis tensile strength tends to suffer. And, the process combines additive and subtractive work on a single platform.
Dunlee Focusing on Tungsten for 3D-Printed Parts
 Dunlee outlined its capabilities in producing tungsten parts via 3D printing. The company specializes in producing tungsten parts such as the rectangular antiscatter grid shown here on the lower right. The tall object in the center of the photo is a blown-up version of the part, showing its thin-walled construction in detail. An antiscatter grid, produced for use in CT scanners, for example, limits the amount of radiation scatter that reaches a detector. Limiting scatter results in higher-resolution images. Tungsten, a refractory metal with a melting temperature surpassing 3400 F, offers properties that make it more effective in this and other applications than its close metallic cousin, molybdenum, according to Jan Philippe Grage, Dunlee business manager for 3D printing. In this case, the higher density of tungsten allows more scatter to be absorbed. Moreover, the new design possibilities afforded by 3D printing enable creation of parts that more accurately direct rays to a photodiode.
Dunlee outlined its capabilities in producing tungsten parts via 3D printing. The company specializes in producing tungsten parts such as the rectangular antiscatter grid shown here on the lower right. The tall object in the center of the photo is a blown-up version of the part, showing its thin-walled construction in detail. An antiscatter grid, produced for use in CT scanners, for example, limits the amount of radiation scatter that reaches a detector. Limiting scatter results in higher-resolution images. Tungsten, a refractory metal with a melting temperature surpassing 3400 F, offers properties that make it more effective in this and other applications than its close metallic cousin, molybdenum, according to Jan Philippe Grage, Dunlee business manager for 3D printing. In this case, the higher density of tungsten allows more scatter to be absorbed. Moreover, the new design possibilities afforded by 3D printing enable creation of parts that more accurately direct rays to a photodiode.
Dunlee produces these and other parts on well over 10 3D printing machines in The Netherlands, including EOS M 290 laser powder-bed machines.
Jet Suit Benefits from Beamit AM for Part Consolidation, Lightweighting and Rapid Development
 Beamit Group displayed a full Gravity Industries Jet Suit, including this arm jet pack. Gravity Industries opted for AM, and partnered with 3T Additive Mfg., a Beamit Group company, on the project in order to consolidate parts, reduce weight and compress part-development time.
Beamit Group displayed a full Gravity Industries Jet Suit, including this arm jet pack. Gravity Industries opted for AM, and partnered with 3T Additive Mfg., a Beamit Group company, on the project in order to consolidate parts, reduce weight and compress part-development time.
Renishaw Single- and Multi-Laser Machines Feature Simplified Powder Handling
 Renishaw has introduced two variants in its RenAM 500 line of metal-AM machines: the RenAM 500S Flex, a single-laser machine, and the RenAM 500Q Flex, a four-laser machine. Both feature simplified powder-handling systems, making them suited to manufacturers that regularly must swap build materials during production, such as in R&D, pre-production and bureau environments.
Renishaw has introduced two variants in its RenAM 500 line of metal-AM machines: the RenAM 500S Flex, a single-laser machine, and the RenAM 500Q Flex, a four-laser machine. Both feature simplified powder-handling systems, making them suited to manufacturers that regularly must swap build materials during production, such as in R&D, pre-production and bureau environments.
The machines feature the same optical, chamber and gas-flow designs as employed throughout the RenAM 500 series and produce the same high-quality parts, but also provide additional flexibility when changing powders, according to company officials. The simplified, non-recirculating powder system enables simple change between materials, without compromising on part quality or build capacity. To avoid cross-contamination, users reportedly can clean the system between use of different powders easily by changing out hard-to-clean parts, rather than having to invest in a new machine for each material test. Parts also can be swapped in again if users want to retest the same material again, further reducing costs.
“Manufacturers quickly can change powders in the RenAM 500S Flex and RenAM 500Q Flex inhouse, giving them the flexibility they need to meet customer demand,” explains Lily Dixon, AM project manager at Renishaw. “Once the pre-production stage is complete, the common build environment allows any parameters to be directly transferred to a RenAM 500Q with powder recirculation, without the need to retest the gas flow, chamber and optics. Manufacturers also can build full-sized parts on a small scale before mass production. And, if the manufacturer no longer requires a flexible AM system, the Flex can be converted to a recirculating machine—a feature unique to this system. Converting the system provides manufacturers with a high-productivity AM option for serial production.”
GE Additive Helicopter Part Highlights Productivity in Bulky-Part Builds
 GE Additive displayed this scaled version of a helicopter mainframe part, built in an Arcam EBM Spectra L machine from titanium supplied by AP&C, a GE Additive company. The part showcases the machine’s ability to provide high productivity on bulky parts with thinner sections, according to company officials, who note that two of these parts were produced in a single build. Supports—reported to be removed easily—mainly provided a means for temperature equalization.
GE Additive displayed this scaled version of a helicopter mainframe part, built in an Arcam EBM Spectra L machine from titanium supplied by AP&C, a GE Additive company. The part showcases the machine’s ability to provide high productivity on bulky parts with thinner sections, according to company officials, who note that two of these parts were produced in a single build. Supports—reported to be removed easily—mainly provided a means for temperature equalization.
Nikon Combines AM, Scanning, Laser Marking and Welding in One Machine
 Nikon introduced the Lasermeister 102A, which employs a high-precision laser to perform metal processing—providing AM capabilities while also enabling laser marking and welding. This model offers new capabilities in powder titanium modeling and processing, and also processes conventional stainless steels, high-speed steels and nickel-based alloys. Rollout of this machine follows introduction of the 100A by Nikon in 2019 and the 101A in 2020. Nikon plans to release the 102A for sale in Europe and North America this year.
Nikon introduced the Lasermeister 102A, which employs a high-precision laser to perform metal processing—providing AM capabilities while also enabling laser marking and welding. This model offers new capabilities in powder titanium modeling and processing, and also processes conventional stainless steels, high-speed steels and nickel-based alloys. Rollout of this machine follows introduction of the 100A by Nikon in 2019 and the 101A in 2020. Nikon plans to release the 102A for sale in Europe and North America this year.
The Lasermeister 102A, with a 150-mm-dia. 150-mm-high build area, features a five-axis modeling system and 360-deg. scanning to provide enhanced 3D-alignment-measurement accuracy. The system observes the molten state of the melt pool to control and stabilize modeling, according to Nikon officials, which enables uniform profiles on edges for improved productivity. Compared to the 101A, modeling speed reportedly has approximately doubled in the 102A, with improved dimensional accuracy and surface roughness.
Wayland Machine Promises Greater Flexibility, Stability Than Traditional EB PBF Systems
 Wayland Additive rolled out for Formnext attendees its Calibur3 metal-AM system. It employs the company’s NeuBeam process, which, according to company officials, effectively neutralizes the electron-beam (EB) powder-bed fusion (PBF) process to offer greater flexibility than laser-based AM processes while overcoming the stability issues many users of traditional EB PBF AM systems experience. In addition, Wayland Additive officials offer, the NeuBeam process enables metallurgical requirements to be tailored to application requirements, a limiting factor in previous EB AM processes.
Wayland Additive rolled out for Formnext attendees its Calibur3 metal-AM system. It employs the company’s NeuBeam process, which, according to company officials, effectively neutralizes the electron-beam (EB) powder-bed fusion (PBF) process to offer greater flexibility than laser-based AM processes while overcoming the stability issues many users of traditional EB PBF AM systems experience. In addition, Wayland Additive officials offer, the NeuBeam process enables metallurgical requirements to be tailored to application requirements, a limiting factor in previous EB AM processes.
NeuBeam, a hot-part rather than a hot-bed process, reportedly enables creation of parts free of residual stresses due to high temperatures applied only to the part and not the bed, ensuring free-flowing powder post-build (no sinter cake) and stress-free parts with reduced energy consumption. Also, the process overcomes many limitations for manufacturing large components, according to company officials, due to no residual thermal stresses, no gas cross-flow and a simplified powder-removal process. To print larger parts, the Calibur3 offers a printable area of 300 by 300 by 450 mm.
The NeuBeam process, with built-in real-time in-process monitoring, reportedly can produce fully dense parts in a range of materials, many of which, such as refractory metals and highly reflective alloys, are not compatible with traditional EB or laser PBF processes.
Quick, Detailed 3D Scanning via Artec 3D Handheld, Wireless Unit
 Artec 3D offered a host of 3D-scanning products, including the Artec Leo, a handheld wireless scanner—reportedly the first 3D scanner to offer onboard automatic processing. As users scan an object, which 3DMP did during a booth tour, they’ll see a 3D replica being built in real time on Leo’s touchpanel screen. Rotate the 3D model to make sure that all areas have been captured, and easily fill in any missed areas.
Artec 3D offered a host of 3D-scanning products, including the Artec Leo, a handheld wireless scanner—reportedly the first 3D scanner to offer onboard automatic processing. As users scan an object, which 3DMP did during a booth tour, they’ll see a 3D replica being built in real time on Leo’s touchpanel screen. Rotate the 3D model to make sure that all areas have been captured, and easily fill in any missed areas.
The 80 frames/sec. 3D reconstruction rate results in rapid, accurate handheld 3D scanning. With its wide field of view, Artec Leo can 3D scan and process large objects and scenes quickly and accurately. For greater precision, users can move the scanner closer to the object to pick up more intricate detail, similar to zooming in with a video camera.
Powders and Material Handling
Solukon Depowdering-Machine Family Handles Parts from Small to Large
 Solukon rolled out the SFM-AT350 (pictured), an advanced depowdering system for medium-sized metal parts. Its turntable features endless rotation while the horizontal axis swivels 270 deg., enabling depowdering of parts with complex internal channels and hard-to-access geometries. The machine depowders workpieces weighing to 60 kg and in sizes to 350 by 350 by 420 mm. Addition of the AT350 to the line gives four machine options for part-depowdering.
Solukon rolled out the SFM-AT350 (pictured), an advanced depowdering system for medium-sized metal parts. Its turntable features endless rotation while the horizontal axis swivels 270 deg., enabling depowdering of parts with complex internal channels and hard-to-access geometries. The machine depowders workpieces weighing to 60 kg and in sizes to 350 by 350 by 420 mm. Addition of the AT350 to the line gives four machine options for part-depowdering.
Solukon also displayed the family’s largest member, the SFM-AT1000-S, which handles workpieces to 800 kg. in sizes to 600 by 600 by 1000 mm. This machine “is ideal for large and heavy parts with complex internal channels,” says Marina Haugg, marketing and public relations manager for Solukon, who described machine attributes for 3DMP at Formnext, “making it ideal for aerospace applications.”
The SFM-AT1000-S features two programmable, servo-driven endless-rotating axes, enabling it to move a part along any path to aid in depowdering channels and challenging geometries.
All Solukon machines employ Smart Powder Recuperation (SPR), where programmable rotation around two axes and adjustable vibration within a protected atmosphere remove residual powder from laser-fused parts for contamination-free collection that enables reuse.
Powder Hopper Part of Carpenter Focus on Closed-Loop Safe Powder Handling
 Carpenter Additive is known for material expertise in AM. A trend toward larger AM machines as the industry migrates toward volume production printing means that a single machine may hold as much as $100,000 worth of powder. Keeping that powder prime all the away from atomization through printing, and after that through reclamation and reuse, is a major focus of Carpenter Additive.
Carpenter Additive is known for material expertise in AM. A trend toward larger AM machines as the industry migrates toward volume production printing means that a single machine may hold as much as $100,000 worth of powder. Keeping that powder prime all the away from atomization through printing, and after that through reclamation and reuse, is a major focus of Carpenter Additive.
On display was a Carpenter Additive hopper, key in enabling safe transportation of powders and part of a closed-loop solution from the point of atomization to loading powder into the AM machine. Ergonomic stainless-steel hoppers from Carpenter Additive allow safe transportation of large amounts of powder, minimizing the risk of material contamination. Designed exclusively for AM metal powders, the hoppers offer material capacity to 850 kg, and allow for powder to be transported under inert conditions. The hoppers are designed and clearly labeled to be alloy-specific, with the option of a unique QR code to link to the optional software for monitoring and control traceability, and for inventory management.
Carpenter Additive, through its PowderLife portfolio, works with AM-part producers on powder-management and -handling solutions specifically tailored to individual AM processes and facilities. The PowderLife portfolio includes material advisory services; safe powder-handling hardware for industry operators; mitigated powder-exposure risk through smart bulk transportation; data used to drive decision making during the AM process; extended powder reuse quantified through data analytics; and material optimized to deliver maximum economics.
DM 4140 Powder Added to Digital Metal Binder Jetting Process
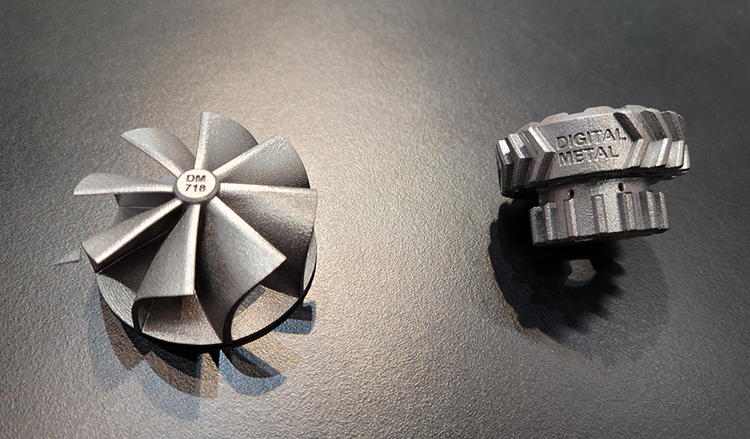 Digital Metal AB showcased numerous detailed parts produced via a binder-jetting process developed by Höganäs. This technology enables the production of highly complex objects with superior surface finish and repeatable accuracy, according to Alexander Sakratidis, the company’s sales and marketing manager, who detailed for 3DMP the process and parts it produces. Besides developing, manufacturing and selling printers, the company also offers small-volume or mass-production printing services, and recently has expanded its efforts in North America.
Digital Metal AB showcased numerous detailed parts produced via a binder-jetting process developed by Höganäs. This technology enables the production of highly complex objects with superior surface finish and repeatable accuracy, according to Alexander Sakratidis, the company’s sales and marketing manager, who detailed for 3DMP the process and parts it produces. Besides developing, manufacturing and selling printers, the company also offers small-volume or mass-production printing services, and recently has expanded its efforts in North America.
At the show, Digital Metal announced that it has added low-alloy DM 4140 steel powder to its binder jetting system, ideal for components exposed to high loads. In collaboration with Hyundai Motors, Digital Metal developed and certified DM 4140 to manufacture gearbox control fingers using binder jetting. The material is printed with an ink commonly used for other steel and nickel-based alloys, although, as company officials note, the process has been modified and optimized to reach properties consistent with metal injection molding standards. By alternatively applying quenching and subsequent tempering treatment in an as-sintered state, tensile properties may be tuned toward application requirements.
Optomec Adds Aluminum to Metal 3D Printing Recipes
Optomec Inc. reports the addition of 7000-series aluminum to the list of qualified alloys for use in its Lens 3D DED metal printers. This aluminum series proves popular in industrial and aerospace segments, as it possesses high strength, leading to use in high-stress parts such as aircraft landing-gear components. This new alloy capability is enabled by Optomec’s latest laser-optics technology—now standard in all of the company’s Lens DED printers—that allows the size and profile of the laser-heated region to be remotely adjusted for a particular alloy.
Optomec offers qualified process recipes for a range of common alloys, and available for a range of print scenarios, including thin-walled, high-resolution and bulk deposit versions as “starter recipes,” or Optomec can develop part-specific production recipes for specific end-user geometries upon request. Further, Optomec reports the development of print libraries that include print geometry for specific common Lens applications, such as turbine-blade repair.
GE Additives’ AP&C to Provide Ti Powders to Airbus
AP&C, a GE Additive company, announced a new agreement where the company will provide titanium powders (Ti-6AI-4V) to Airbus for use in metal-AM applications. The multiyear agreement to provide Ti-6AI-4V powders deepens AP&C’s working relationship with Airbus, which dates back several years.
Pure Copper Qualified for Desktop Metal Binder Jetting
 Desktop Metal announced qualification of pure copper (>95 percent) for AM on its Production System platform. With its excellent thermal and electrical conductivity, commercially pure copper is an ideal material for applications requiring heat or electricity transfer, such as cold plates, pucks and manifolds, heat sinks, heat exchangers, and bus bars used in power-intensive electrical applications. The Production System platform leverages Desktop Metal’s Single Pass Jetting (SPJ) technology, designed to achieve rapid build speeds, with the copper qualification enabling users to produce high-performance parts at scale.
Desktop Metal announced qualification of pure copper (>95 percent) for AM on its Production System platform. With its excellent thermal and electrical conductivity, commercially pure copper is an ideal material for applications requiring heat or electricity transfer, such as cold plates, pucks and manifolds, heat sinks, heat exchangers, and bus bars used in power-intensive electrical applications. The Production System platform leverages Desktop Metal’s Single Pass Jetting (SPJ) technology, designed to achieve rapid build speeds, with the copper qualification enabling users to produce high-performance parts at scale.
“Copper has been a highly requested material from many of our customers and prospects, and has applications spanning a broad variety of industries, from thermal hardware found in air and liquid cooling systems to conformally cooled coils for transmission of high-frequency currents,” explains Jonah Myerberg, Desktop Metal co-founder and chief technology officer.
Manufacturers now can print copper parts on the Production System with significant geometric complexity in a single step instead of brazing multiple conventionally produced copper components together, eliminating a time-intensive and expensive process prone to error and waste, according to company officials.
Also, Desktop Metal and Uniformity Labs have partnered to qualify and deliver ultra-low-porosity binder jetting powders that exhibit exceptional sintered part density and mechanical properties when paired with Desktop Metal’s AM 2.0 binder jetting solutions, according to officials from both companies.
Uniformity Labs reportedly has developed patented materials technology that uniquely enables powders with tap densities to 85 percent that sinter to full density and are significantly more flowable than powders of comparable size. These materials offer the ability to repeatably spread uniformly across the print bed at the highest relative density, thereby delivering the highest attainable sintered part density with the lowest achievable part shrink in binder jetting, claim Uniformity Labs officials. The reported result: high-precision parts exhibiting excellent material properties and surface finish.
6K Awarded for Environmentally Friendly Powder Production via UniMelt Process
6K announced that its UniMelt plasma production system received a Top Product of the Year Award from Environment + Energy Leader magazine. The selection recognizes 6K’s ability to produce and deliver AM and energy-storage powders in an environmentally friendly way compared to existing powder production technologies serving these markets.
“UniMelt’s unique ability to leverage scrap material as a feedstock and turn it into high-value powder is just one example of our clean production approach,” says Bruce Bradshaw, 6K chief marketing officer, while expressing the company’s gratitude for the award. “UniMelt’s environmentally friendly process lowers greenhouse gases, uses significantly less energy and produces zero wastewater, creating a pathway to a circular or sustainable economy with performance material production.”
6K recently announced creation of the Battery Center of Excellence that will accommodate 10 UniMelt systems to support full-scale development of materials for fast charging and other uses. 6K’s Additive division also recently completed its Global Manufacturing facility, adding 45,000 sq. ft. of lights-out powder-production capabilities for tungsten, Ti64, Ni718/625 and stainless steel 316L/17-4.
More Metal Alloys Available for ExOne Binder Jetting, Including 6061 Aluminum
Binder jet 3D printing has become a viable option for volume production of metal-alloy parts, according to ExOne officials, commenting on the company’s ability to 3D print standard metal injection molding (MIM) powders into fully dense parts. ExOne’s systems reportedly now can print more than 20 metal alloys, including 316L, 17-4PH and M2 tool steel.
And, most recently, a development project with ExOne and Ford Motor Co. has resulted in a process for rapid and reliable binder jet 3D printing and sintering of 6061 aluminum that delivers properties comparable to die casting. Collaborative and individual patents are expected to be filed by Ford and ExOne as a result of this ongoing project.
Until now, some aluminum alloys could be 3D printed using lasers, but the process reportedly is slower than the one developed by Ford and ExOne. The new process is expected to increase Ford’s efficiency by allowing the company to affordably produce complex parts uniquely designed for AM, which enables size and weight reductions, part consolidation, and performance improvements.
ExOne final part density now is 97 percent, in line with MIM and better than investment castings, report company officials, with infiltration no longer required for high density. This technology commonly achieves a weight reduction of 30 to 50 percent for parts redesigned for binder jetting. Other reported binder jetting benefits: sustainability, with less than 10-percent waste; and lower capital and operating costs than other AM processes.
Holo Now Offering Copper, Other Alloys for Its Fine-Feature Metal-AM Process
Holo has announced the availability of copper, stainless steels and other metal alloys for component production via its PureForm MicroAM process. The AM process reportedly can produce parts with features less than 50 μµm, enabling a range of applications including electrical components, jewelry, and medical and dental devices.
PureForm MicroAM, according to Holo officials, already has provided part solutions for the electronics industry, producing fine-featured micro-inductor coils, built with 400-µm strands, and for the high-end custom jewelry market. Other successful AM applications include stainless-steel biopsy scoops used in medical applications with sharp-point features down to 20 µm, and dental abutments with printed functional threads that hold a 200-µm pitch.
PureForm MicroAM involves the high-definition lithographic printing of PureForm materials such as those described above, as metal-polymer slurries. The result: densely packed metallic particles in a polymer matrix, with the particles debounded, followed by sintering to produce final parts.
Software
Spare Parts 3D Software Identifies, Catalogs and Routes Inventory Parts for AM
 Spare Parts 3D showcased its DigiPart software, designed to apply AM to companies’ parts inventories without time- and labor-intensive internal work. The software helps users by reducing spare-part inventories, minimum-order quantities, lead time and obsolescence, according to Christian Darquier, Spare Parts 3D vice president of sales, Europe and Americas, who explained to 3D Metal Printing how DigiPart can be leveraged. The software, teamed with Spare Parts 3D’s expertise, catalogs a company’s spare-parts inventory, collects 3D models of the parts and develops digital passports and a digital inventory—along the way identifying those parts that can be stocked via on-demand 3D printing. The software automates the technical and economical identification of parts for AM, the creation of qualified data packages for digital passports and AM-ready inventories, and the selection of 3D printing service suppliers to produce the parts.
Spare Parts 3D showcased its DigiPart software, designed to apply AM to companies’ parts inventories without time- and labor-intensive internal work. The software helps users by reducing spare-part inventories, minimum-order quantities, lead time and obsolescence, according to Christian Darquier, Spare Parts 3D vice president of sales, Europe and Americas, who explained to 3D Metal Printing how DigiPart can be leveraged. The software, teamed with Spare Parts 3D’s expertise, catalogs a company’s spare-parts inventory, collects 3D models of the parts and develops digital passports and a digital inventory—along the way identifying those parts that can be stocked via on-demand 3D printing. The software automates the technical and economical identification of parts for AM, the creation of qualified data packages for digital passports and AM-ready inventories, and the selection of 3D printing service suppliers to produce the parts.
DigiPart software consists of three modules: Identify develops a roadmap by identifying the AM viability for all parts, thus creating a roadmap for future manufacturing; Catalog builds a secured AM-ready digital inventory; and Print routes on-demand metal, plastic and ceramic 3D printing across 25 countries.
In one application, a petrochemical company was looking to reduce inventory cost, as the company had been holding $700 million in equipment-part inventory. To avoid obsolescence issues, the company employed engineering bureaus to reverse-engineer old equipment parts, and the price of production for single parts was deemed too expensive. By identifying and cataloging candidate parts and developing an on-demand print network via DigiPart, the company reduced production lead time of needed parts by an average of three weeks with part-production costs reduced by 60 percent.
Cooling Gains in nTopology Heat-Sink Redesign for Motorsports Application
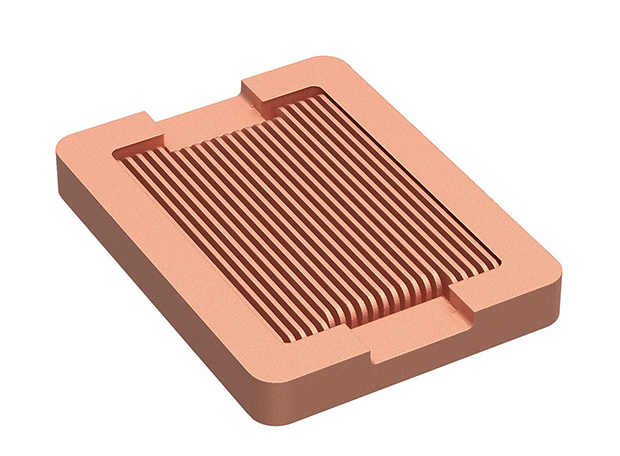
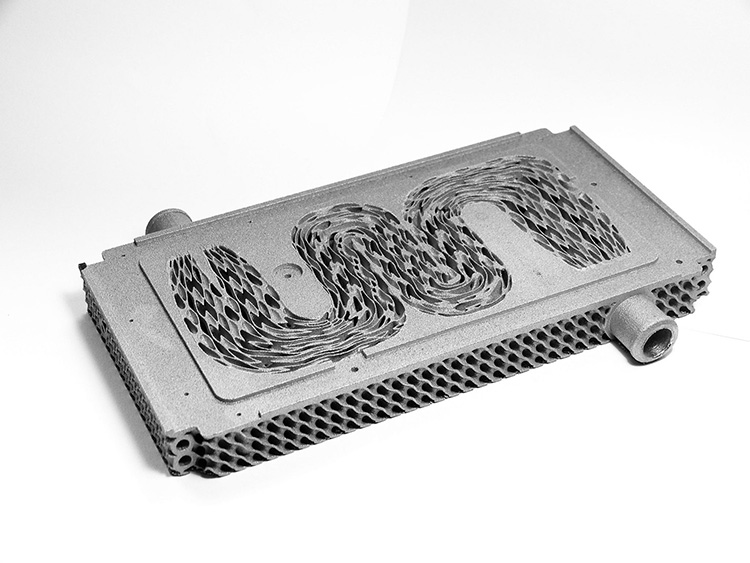 Puntozero has employed nTopology software to redesign the cold plate for the power electronics of Dynamis PRC’s electric race car, optimizing the design for AM. The result: a 25-percent-lighter liquid-cooled heat sink and bioinspired flow guides (think shark fins) that reportedly increased the heat transfer surface area by 300 percent. An EOS M 290 AM machine printed the component, (pictured) using m4p PureAl powder from Italian company m4p Material Solution GmbH.
Puntozero has employed nTopology software to redesign the cold plate for the power electronics of Dynamis PRC’s electric race car, optimizing the design for AM. The result: a 25-percent-lighter liquid-cooled heat sink and bioinspired flow guides (think shark fins) that reportedly increased the heat transfer surface area by 300 percent. An EOS M 290 AM machine printed the component, (pictured) using m4p PureAl powder from Italian company m4p Material Solution GmbH.
The flow guides, based on a warped-gyroid lattice structure, smoothly stir the flow around the curved channels to eliminate spots with zero flow velocity. At the same time, the flow-guide design dramatically increases the contact area between the liquid and the aluminum heat sink, according to nTopology officials.
Materialise Exercises Option to Acquire Link3D, Licenses Siemens Software
Materialise revealed that it has agreed to exercise its previously reported option to acquire Link3D Inc., an AM workflow and digital-manufacturing software company with products to assist manufacturers integrating their AM operations across supply chains and IT environments.
The buy builds on Materialise’s existing AM software suite and the company’s cloud-based platform strategy. The Materialise software platform will offer companies cloud-based access to a continuously growing set of digital tools, enabling users to personalize and manage their 3D printing processes and streamline their workflows, according to company officials. The acquisition of Link3D will strengthen and accelerate the creation of the Materialise software platform, they continue, particularly for companies scaling their AM operations to volume production.
By integrating Link3D’s manufacturing execution system with the Materialise Magics software suite into a unified, cloud-based software platform, manufacturers reportedly will be able to run and continuously improve processes to mass-produce identical or customized products. This process extends beyond the actual 3D printing operations and creates a closer alignment between 3D printing and conventional manufacturing, signaling the removal of the wall between both production environments, according to Materialise officials.
Also, Materialise announced that it has licensed Siemens’ Parasolid software for integration with Magics. With Parasolid technology, Materialise will add native CAD workflows within Magics 26, providing an additional toolset on top of mesh functionality. This combination allows users to continue iterating CAD designs in Magics to prepare for AM processes, improving productivity and providing cleaner, more accurate and fit-for-purpose data, according to company officials.
Magics 26, to be released this spring, reportedly will enable users to seamlessly transition from design optimization in CAD to mesh-based file preparation. This allows users to simply review and edit parts with designers and engineers who are familiar with CAD systems before transitioning to mesh for platform and build preparation.
Partnership Brings Cads Support-Structure Tech. Into Hexagon’s Simufact Additive
 Hexagon’s Manufacturing Intelligence division has partnered with Cads Additive, a manufacturer of data-preparation and data-management software, with the goal to reduce waste and improve additive-design-for-manufacturing productivity.
Hexagon’s Manufacturing Intelligence division has partnered with Cads Additive, a manufacturer of data-preparation and data-management software, with the goal to reduce waste and improve additive-design-for-manufacturing productivity.
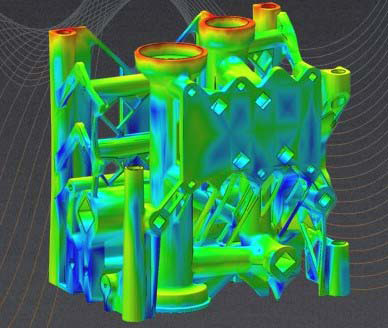
Hexagon’s new version of metal-AM build-simulation software, Simufact Additive 2021, highlighted at Formnext, includes support-structure technology provided by Cads Additive that reportedly enables users to further reduce their manufacturing preparation effort, material costs and build time. And, as part of the partnership, Cads Additive is integrating Hexagon’s build-simulation capabilities into its AM-Studio software.
Users employ Simufact Additive to predict and compensate for distortion, residual stress and temperature distribution throughout the printing, heat treatment, cutting, hot isostatic pressing and machining processes virtually, before the part is manufactured via laser powder-bed fusion and metal binder jetting processes. This results in production of high-quality parts with minimal waste, according to Hexagon officials.
Users now can create lightweight, hollow rod supports, complex line supports or block supports using Cads Additive, and achieve further optimization of material utilization with access to high-stiffness “heart cell” support structures and metal-optimized tree supports. These support structures can be added to parts using a native Simufact Additive interface that utilizes all of the features of the Cads Additive technology. This integration reportedly provides users with complete control over support-structure parameters and enable simulation of the support structure and part build without any additional steps or software.
Also new in Simufact Additive 2021: the ability to simulate subtractive-manufacturing processes in order to predict the distortions after a machining process; enhancements to the Metal Binder Jetting module that include a new and faster solver and a new, dedicated compensation algorithm; an extended calibration algorithm; and increased speed of support generation and slicing—as much as 10 times faster than in the previous version.
And, under the partnership, Cads Additive also has licensed build-process-simulation capabilities from Hexagon that will be embedded in its AM-Studio software, enabling users to validate their build feasibility and predict distortions to avoid print issues.
Cloud-Based Process-Management Software for GE Additive AM Machines
 GE Additive debuted its Amp cloud-based, process-management software platform for users of the company’s AM machines, while also announcing limited release of the first two modules; Print Model and Simulation & Compensation, for Concept Laser M2 machine users, with wider release planned for this spring.
GE Additive debuted its Amp cloud-based, process-management software platform for users of the company’s AM machines, while also announcing limited release of the first two modules; Print Model and Simulation & Compensation, for Concept Laser M2 machine users, with wider release planned for this spring.
Gleaned from the knowledge of experts at GE Additive, GE Aviation and GE Global Research, Amp integrates tools needed to manage, process and manufacture metal-AM parts on one platform. From development to print production, Amp offers a flexible, streamlined workflow so that manufacturers can improve part production and significantly reduce trial and error needed to develop print-ready parts, according to company officials.
Amp reportedly breaks down silos between CAD, build prep, simulation, compensation and inspection data to help improve part production. With centralized data, users can access tools that simulate how the manufacturing process unfolds in real time and see the estimates for cost and time for a part throughout the process.
 Amp uses a single database that supports seamless data transition between one task and another. In addition to the database, Amp also incorporates, according to company officials, the industrial knowledge, best practices and workflows, and time/cost analyses that GE has pioneered over the past decade.
Amp uses a single database that supports seamless data transition between one task and another. In addition to the database, Amp also incorporates, according to company officials, the industrial knowledge, best practices and workflows, and time/cost analyses that GE has pioneered over the past decade.
Calculations for all of these tasks depend on the material and the additive machine being used. Amp addresses this dependency by closely tying Amp to GE Additive’s own laser printers, initially the Concept Laser M2, then the M Line and Binder Jet solutions and eventually other laser and EBM systems. By combining this with GE’s knowledge of material properties, Amp offers recipes that have been pre-populated with all the parameters needed need to print a part.
New 3D Systems Software Boasts Robust Topology Optimization, Machine Learning
For users of 3D Systems’ DMP AM-machine portfolio, the company has released Version 17 of its 3DXpert software, available through Oqton, which 3D Systems acquired this past September.
An integrated tool to prepare and optimize parts quickly, 3DXpert enables rapid design for AM to shorten production time and increase part precision, according to company officials, noting that it supports each step of the AM workflow, from design to printing. Users reportedly can streamline their AM processes to transition rapidly and efficiently from a 3D CAD model to a 3D-printed part, enabling shifts from rapid prototyping to serial AM production.
Features available in the new version reportedly accelerate part design with higher yield and faster print times.
Specifically, Version 17 shortens design-to-manufacturing lead time through automation of AM design and manufacturing workflows, including a Wizard mode based on user inputs, machine learning that provides for automatic part classification and generation of customized workflows. It also provides new capabilities for optimizing design structure via a powerful generative-design engine and the use of implicit modeling, which creates complex function-based geometries and rapid, seamless visualization. To minimize manufacturing costs, 3DXpert Version 17 provides an enhanced slicing algorithm that reportedly yields efficient, high-quality printing results. For multiple-laser-head applications, the software provides an automatic best-fit assignment of laser heads to parts while optimizing the workload balancing of the laser heads.
Implicit-modeling capability in the software enabled creation of a heat exchanger (pictured below), which features a variable double-gyroid design. This creates two separate fluid domains, explain company officials, with baffles that prevent fluid blending. The cutaway part, displayed at Formnext, also includes external ribs to provide additional strength and protection.
New Version of Sigma Labs’ In-Process Quality Control Software
Sigma Labs demonstrated version 7.0 of its PrintRite3D software, which provides in-process monitoring for quality assurance. It also showcased the software at the booths of DMG Mori and Additive Industries, which provide the software in their printing platforms. Sigma Labs has announced a number of such partnerships, most recently with Materialise via the combination of the Materialise Control Platform and Sigma Labs' PrintRite3D sensor technology. This open platform allows users to identify and correct metal build issues in real time. This improves metal-AM productivity and reduces scrap rates, paving the way for manufacturers to advance their operations and implement metal AM in serial production, according to Sigma Labs officials.
In addition to the platform, Materialise and Sigma Labs will collaborate with end users and machine producers to refine processes for their unique applications. Version 7.0 of PrintRite3D includes new features such as temperature monitoring and calibration, neural net machine learning, recoater interaction detection, user-facing machine-learning predictive models, multiple-laser quality metrics, and 3D-visualization diagnostics. 3DMP
Industry-Related Terms: Alloys,
Bed,
CAD,
Case,
Center,
CNC (Computer Numerical Control),
Compress,
Conductivity,
Core,
Die,
Edge,
Hardware,
Heat Sink,
LASER,
Lead Time,
Material Utilization,
Mesh,
Model,
Plate,
Powder Coating,
Quenching,
Run,
Scale,
Scrap,
Stainless Steel,
Substrate,
Surface,
Tempering,
Tensile Strength,
TransferView Glossary of Metalforming Terms
See also: TRUMPF Inc., Renishaw Inc., Nikon Metrology, Inc., 3D Systems, Optomec Inc.
Technologies:







 “Formnext 2021 demonstrated once again the importance of shared dialogue for the industry and the value of in-person interaction for progress and business deals,” says Sascha F. Wenzler, vice president of Formnext for organizer Mesago Messe Frankfurt GmbH. “Over the past two years, we also have made great strides in developing our digital offering, meaning that we will continue to offer complementary online services in the future, where appropriate, to generate additional value for the industry as a whole.”
“Formnext 2021 demonstrated once again the importance of shared dialogue for the industry and the value of in-person interaction for progress and business deals,” says Sascha F. Wenzler, vice president of Formnext for organizer Mesago Messe Frankfurt GmbH. “Over the past two years, we also have made great strides in developing our digital offering, meaning that we will continue to offer complementary online services in the future, where appropriate, to generate additional value for the industry as a whole.” At Formnext, Additive Industries’ Ian C. Howe, chief executive officer, unveiled the company’s MetalFabG2 laser powder-bed fusion AM system, touting its ability to double productivity—build speed to 150 cm3/hr.—as compared to the original MetalFab machine. The MetalFabG2, incorporating more than 150 updates since MetalFab’s debut in 2016, features optimized gas flow and heat management, process parameters designed to boost productivity and quality, and automated beam-quality measurements. Use the MetalFabG2 to print titanium, aluminum, stainless-steel and nickel alloys as well as tool steels.
At Formnext, Additive Industries’ Ian C. Howe, chief executive officer, unveiled the company’s MetalFabG2 laser powder-bed fusion AM system, touting its ability to double productivity—build speed to 150 cm3/hr.—as compared to the original MetalFab machine. The MetalFabG2, incorporating more than 150 updates since MetalFab’s debut in 2016, features optimized gas flow and heat management, process parameters designed to boost productivity and quality, and automated beam-quality measurements. Use the MetalFabG2 to print titanium, aluminum, stainless-steel and nickel alloys as well as tool steels.
 Event
Event