
Page 48 - MetalForming September 2017
P. 48
The Science of Forming By Stuart Keeler
n and m Values Are Important When Forming
40,000
30,000
20,000
10,000
n = 0.5
Ultimate tensile strength
n = 0.1
0
0 10 20 30 40 50 60
Engineering strain, %
0.3
0.2
0.1
0
0 50 100
Yield strength (Ksi)
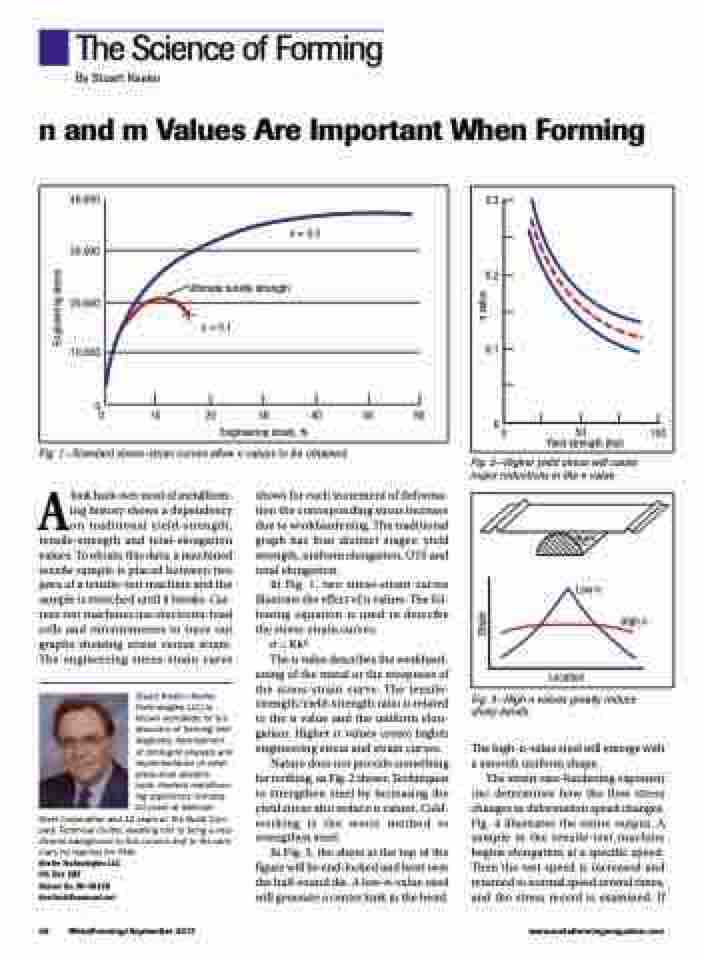
Fig. 1—Standard stress-strain curves allow n values to be obtained.
Fig. 2—Higher yield stress will cause major reductions in the n value.
Alook back over most of metalform- ing history shows a dependency on traditional yield-strength, tensile-strength and total-elongation values. To obtain this data, a machined tensile sample is placed between two jaws of a tensile-test machine and the sample is stretched until it breaks. Cur- rent test machines use electronic load cells and extensometers to trace out graphs showing stress versus strain. The engineering stress-strain curve
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementation of other press-shop analysis tools. Keeler’s metalform- ing experience includes 24 years at National
Steel Corporation and 12 years at The Budd Com- pany Technical Center, enabling him to bring a very diverse background to this column and to the sem- inars he teaches for PMA.
Keeler Technologies LLC P.O. Box 283
Grosse Ile, MI 48138 keeltech@comcast.net
shows for each increment of deforma- tion the corresponding stress increase due to workhardening. The traditional graph has four distinct stages: yield strength, uniform elongation, UTS and total elongation.
In Fig. 1, two stress-strain curves illustrate the effect of n values. The fol- lowing equation is used to describe the stress-strain curves:
= Kn
The n value describes the workhard- ening of the metal or the steepness of the stress-strain curve. The tensile- strength/yield-strength ratio is related to the n value and the uniform elon- gation. Higher n values create higher engineering stress and strain curves.
Nature does not provide something for nothing, as Fig. 2 shows. Techniques to strengthen steel by increasing the yield stress also reduce n values. Cold- working is the worst method to strengthen steel.
In Fig. 3, the sheet at the top of the figure will be end-locked and bent over the half-round die. A low-n-value steel will generate a center kink in the bend.
Fig. 3—High n values greatly reduce sharp bends.
The high-n-value steel will emerge with a smooth uniform shape.
The strain-rate-hardening exponent (m) determines how the flow stress changes as deformation speed changes. Fig. 4 illustrates the entire output. A sample in the tensile-test machine begins elongation at a specific speed. Then the test speed is increased and returned to normal speed several times, and the stress record is examined. If
Low n
High n
Location
46 MetalForming/September 2017
www.metalformingmagazine.com
Strain n value
Engineering stress
