
Page 22 - MetalForming May 2017
P. 22
Better Tooling for Super Strong Steels
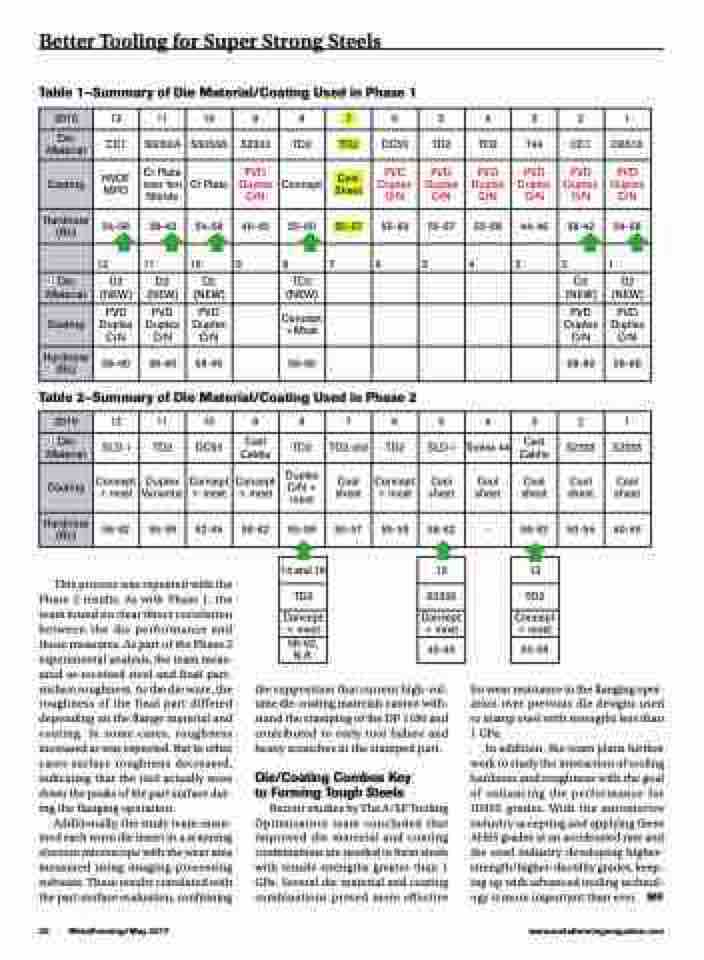
Table 1–Summary of Die Material/Coating Used in Phase 1
2015
12
11
10
9
8
7
6
5
4
3
2
1
Die Material
CC1
S0050A
S0050A
S2333
TD2
TD2
DC53
TD2
TD2
T44
CC1
D6510
Coating
HVOF MPD
Cr Plate over Ion Nitride
Cr Plate
PVD Duplex CrN
Concept
Cool Sheet
PVD Duplex CrN
PVD Duplex CrN
PVD Duplex CrN
PVD Duplex CrN
PVD Duplex CrN
PVD Duplex CrN
Hardness (Rc)
54-58
38-43
54-58
40-45
55-60
55-57
55-60
55-57
55-58
44-46
38-42
54-58
12
11
10
9
8
7
6
5
4
3
2
1
Die Material
D2 (NEW)
D2 (NEW)
D2 (NEW)
TD2 (NEW)
D2 (NEW)
D2 (NEW)
Coating
PVD Duplex CrN
PVD Duplex CrN
PVD Duplex CrN
Concept +Most
PVD Duplex CrN
PVD Duplex CrN
Hardness (Rc)
58-60
58-60
58-60
58-60
58-60
58-60
Table 2–Summary of Die Material/Coating Used in Phase 2
2016
12
11
10
9
8
7
6
5
4
3
2
1
Die Material
SLD-i
TD2
DC53
Cast Caldie
TD2
TD2-old
TD2
SLD-i
Toolox 44
Cast Caldie
S2333
S2333
Coating
Concept + most
Duplex Variantic
Concept + most
Concept + most
Duplex CrN + most
Cool sheet
Concept + most
Cool sheet
Cool sheet
Cool sheet
Cool sheet
Cool sheet
Hardness (Rc)
58-62
55-58
62-64
58-62
55-58
55-57
55-58
58-62
-
58-62
50-54
40-45
14 and 16
TD2
Concept + most
58-62, N.A.
15
S2333
Concept + most
40-45
13
TD2
Concept + most
55-58
This process was repeated with the Phase 2 results. As with Phase 1, the team found no clear direct correlation between the die performance and those measures. As part of the Phase 2 experimental analysis, the team meas- ured as-received steel and final part- surface roughness. As the die wore, the roughness of the final part differed depending on the flange material and coating. In some cases, roughness increased as was expected. But in other cases surface roughness decreased, indicating that the tool actually wore down the peaks of the part surface dur- ing the flanging operation.
Additionally, the study team exam- ined each worn die insert in a scanning electron microscope with the wear area measured using imaging-processing software. These results correlated with the part-surface evaluation, confirming
the supposition that current high-vol- ume die-coating materials cannot with- stand the stamping of the DP 1180 and contributed to early tool failure and heavy scratches in the stamped part.
Die/Coating Combos Key to Forming Tough Steels
Recent studies by The A/SP Tooling Optimization team concluded that improved die material and coating combinations are needed to form steels with tensile strengths greater than 1 GPa. Several die material and coating combinations proved more effective
for wear resistance in the flanging oper- ation over previous die designs used to stamp steel with strengths less than 1 GPa.
In addition, the team plans further work to study the interaction of tooling hardness and roughness with the goal of enhancing die performance for UHSS grades. With the automotive industry accepting and applying these AHSS grades at an accelerated rate and the steel industry developing higher- strength/higher-ductility grades, keep- ing up with advanced tooling technol- ogy is more important than ever. MF
20 MetalForming/May 2017
www.metalformingmagazine.com
