
Page 21 - MetalForming May 2017
P. 21
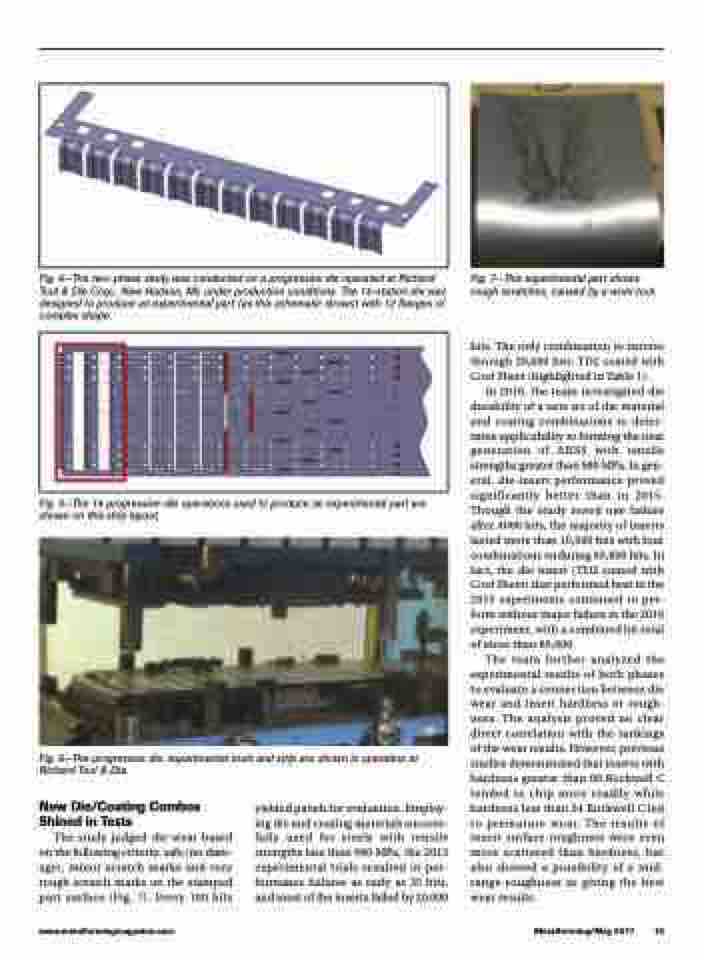
Fig. 4—The two-phase study was conducted on a progressive die operated at Richard Tool & Die Corp., New Hudson, MI, under production conditions. The 14-station die was designed to produce an experimental part (as this schematic shows) with 12 flanges of complex shape.
Fig. 5—The 14 progressive-die operations used to produce an experimental part are shown on this strip layout.
Fig. 7—This experimental part shows rough scratches, caused by a worn tool.
hits. The only combination to survive through 20,000 hits: TD2 coated with Cool Sheet (highlighted in Table 1).
In 2016, the team investigated die durability of a new set of die material and coating combinations to deter- mine applicability to forming the next generation of AHSS with tensile strengths greater than 980 MPa. In gen- eral, die-insert performance proved significantly better than in 2015. Though the study noted one failure after 4000 hits, the majority of inserts lasted more than 10,000 hits with four combinations enduring 65,800 hits. In fact, the die insert (TD2 coated with Cool Sheet) that performed best in the 2015 experiments continued to per- form without major failure in the 2016 experiment, with a combined hit total of more than 80,000.
The team further analyzed the experimental results of both phases to evaluate a connection between die wear and insert hardness or rough- ness. The analysis proved no clear direct correlation with the rankings of the wear results. However, previous studies demonstrated that inserts with hardness greater than 60 Rockwell C tended to chip more readily while hardness less than 54 Rockwell C led to premature wear. The results of insert surface roughness were even more scattered than hardness, but also showed a possibility of a mid- range roughness as giving the best wear results.
Fig. 6—The progressive die, experimental tools and strip are shown in operation at Richard Tool & Die.
New Die/Coating Combos Shined in Tests
The study judged die wear based on the following criteria: safe (no dam- age), minor scratch marks and very rough scratch marks on the stamped part surface (Fig. 7). Every 100 hits
yielded panels for evaluation. Employ- ing die and coating materials success- fully used for steels with tensile strengths less than 980 MPa, the 2015 experimental trials resulted in per- formance failures as early as 35 hits, and most of the inserts failed by 20,000
www.metalformingmagazine.com
MetalForming/May 2017 19
