
Page 20 - MetalForming May 2017
P. 20
Better Tooling for Super Strong Steels
community has embraced the results of the FSV program as evidenced by the rapid adoption of many of the AHSS grades and innovative manufacturing technologies introduced within their program. Figs. 2 and 3 highlight some of the material/manufacturing inno-
vations in current model vehicles pro- duced in North America.
These real-world examples empha- size the importance of being able to process AHSS grades featuring tensile strengths greater than 1GPa. As these grades grow in acceptance, the A/SP
Stamping and Stamping Tooling Opti- mization teams are developing enabling technologies for using these grades within the existing automotive-man- ufacturing infrastructure.
Collaborative Study Explores Tool Durability on Dual-Phase Steel
Recently, the A/SP STO team com- pleted a real-world production test on DP1180 steel. The study’s goal: Evaluate die durability during a flanging operation of bare DP1180 steel, and update auto- motive-tooling standards accordingly.
The two-phase study centered on a progressive die operated at Richard Tool & Die Corp., New Hudson, MI, under production conditions. The 14- station die produced an experimental part (Fig. 4) with 12 flanges of complex shape. The selected stamping material, bare 1.2-mm-thick DP1180 sheet, rep- resented the most severe material chal- lenge available today for cold-stamping applications. Fig. 5 shows the 14 pro- gressive-die operations on the strip lay- out with Fig. 6 showing the die in the press during the stamping operation.
The experimental test die consisted of 31 inserts, using a combination of one of 11 die materials and one of nine surface treatments (coatings). Phase 1 of the study was conducted in 2015 using 18 die material and coating com- binations currently specified for the production of AHSS parts with tensile strengths below 980 MPa (see Table 1). Phase 2 in 2016 was conducted on part material with tensile strengths greater than 980 MPa using 13 die material and coating combinations based on the results from Phase 1 (see Table 2). Die materials tested included TD2, D2, T44, CC1, D6510, DC53, S2333, S0050A, SLD-I, Toolox 44 and Cast Caldie. Coat- ings tested included PVD Duplex CrN, Duplex CrN and Most, CR Plate, Cool Sheet, Concept, Concept and Most, Cr Plate, Cr Plate over ion nitride, and Duplex Variantic (TiAlCN).
Prior to running the experiments, computer simulation via LS-Dyna and AutoForm ensured no formability issues with the designed setup.
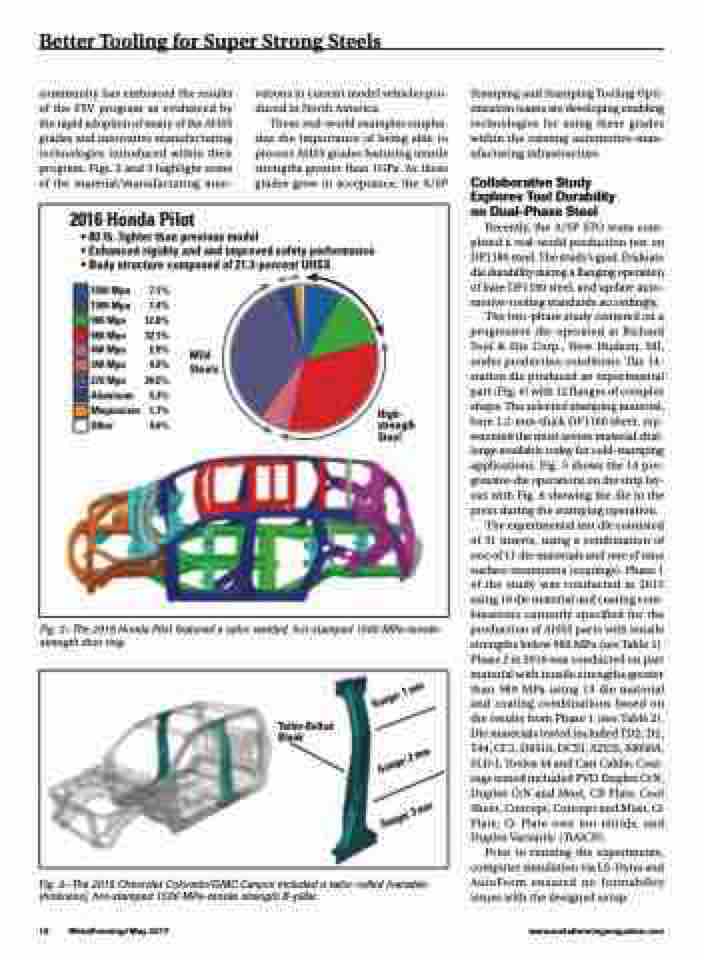
2016 Honda Pilot
• 80 lb. lighter than previous model
• Enhanced rigidity and and improved safety performance • Body structure composed of 21.3-percent UHSS
1500 Mpa 7.1% 1300 Mpa 1.4% 980 Mpa 12.8% 580 Mpa 32.1% 440 Mpa 2.5% 340 Mpa 4.0% 270 Mpa 34.5% Aluminum 3.3% Magnesium 1.7% Other 0.6%
Mild Steels
High- strength Steel
Fig. 2—The 2016 Honda Pilot featured a tailor-welded, hot-stamped 1500 MPa-tensile- strength door ring.
Tailor-Rolled Blank
Fig. 3—The 2015 Chevrolet Colorado/GMC Canyon included a tailor-rolled (variable- thickness), hot-stamped 1500 MPa-tensile strength B-pillar.
18 MetalForming/May 2017
www.metalformingmagazine.com
Gauge: 1 mm
Gauge: 2 mm
Gauge: 3 mm
