
Page 41 - MetalForming July 2014
P. 41
Tooling by Design
By Peter Ulintz
Non-Traditional Forming of Aluminum Alloys
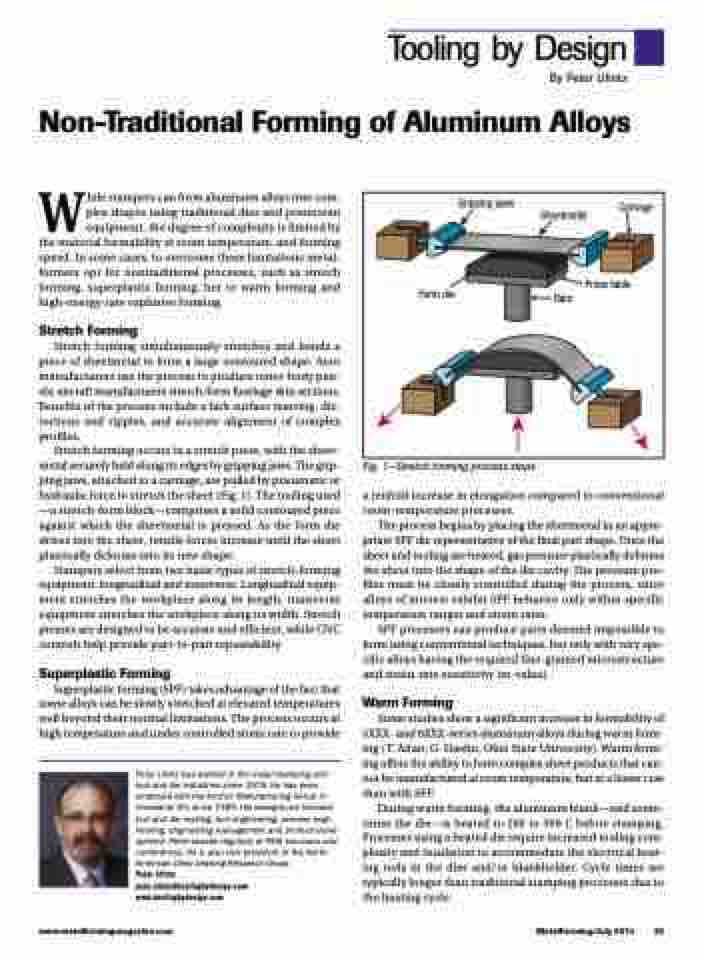
Gripping jaws
Form die
Sheetmetal
Carriage
Press table Ram
While stampers can form aluminum alloys into com- plex shapes using traditional dies and pressroom equipment, the degree of complexity is limited by the material formability at room temperature, and forming speed. In some cases, to overcome these limitations metal- formers opt for nontraditional processes, such as stretch forming, superplastic forming, hot or warm forming and high-energy-rate explosive forming.
Stretch Forming
Stretch forming simultaneously stretches and bends a piece of sheetmetal to form a large contoured shape. Auto manufacturers use the process to produce outer-body pan- els; aircraft manufacturers stretch-form fuselage skin sections. Benefits of the process include a lack surface marring, dis- tortions and ripples, and accurate alignment of complex profiles.
Stretch forming occurs in a stretch press, with the sheet- metal securely held along its edges by gripping jaws. The grip- ping jaws, attached to a carriage, are pulled by pneumatic or hydraulic force to stretch the sheet (Fig. 1). The tooling used —a stretch-form block—comprises a solid contoured piece against which the sheetmetal is pressed. As the form die drives into the sheet, tensile forces increase until the sheet plastically deforms into its new shape.
Stampers select from two basic types of stretch-forming equipment: longitudinal and transverse. Longitudinal equip- ment stretches the workpiece along its length; transverse equipment stretches the workpiece along its width. Stretch presses are designed to be accurate and efficient, while CNC controls help provide part-to-part repeatability.
Superplastic Forming
Superplastic forming (SPF) takes advantage of the fact that some alloys can be slowly stretched at elevated temperatures well beyond their normal limitations. The process occurs at high temperature and under controlled strain rate to provide
Peter Ulintz has worked in the metal stamping and tool and die industries since 1978. He has been employed with the Anchor Manufacturing Group in Cleveland, OH, since 1989. His background includes tool and die making, tool engineering, process engi- neering, engineering management and product devel- opment. Peter speaks regularly at PMA seminars and conferences. He is also vice president of the North American Deep Drawing Research Group.
Peter Ulintz pete.ulintz@toolingbydesign.com www.toolingbydesign.com
Fig. 1—Stretch forming process steps
a tenfold increase in elongation compared to conventional room-temperature processes.
The process begins by placing the sheetmetal in an appro- priate SPF die representative of the final part shape. Once the sheet and tooling are heated, gas pressure plastically deforms the sheet into the shape of the die cavity. The pressure pro- files must be closely controlled during the process, since alloys of interest exhibit SPF behavior only within specific temperature ranges and strain rates.
SPF processes can produce parts deemed impossible to form using conventional techniques, but only with very spe- cific alloys having the required fine-grained microstructure and strain-rate sensitivity (m-value).
Warm Forming
Some studies show a significant increase in formability of 5XXX- and 6XXX-series aluminum alloys during warm form- ing (T. Altan, G. Daehn, Ohio State University). Warm form- ing offers the ability to form complex sheet products that can- not be manufactured at room temperature, but at a lower cost than with SPF.
During warm forming, the aluminum blank—and some- times the die—is heated to 200 to 300 C before stamping. Processes using a heated die require increased tooling com- plexity and insulation to accommodate the electrical heat- ing rods in the dies and/or blankholder. Cycle times are typically longer than traditional stamping processes due to the heating cycle.
www.metalformingmagazine.com
MetalForming/July 2014 39
