
Page 39 - MetalForming July 2014
P. 39
Material Strengths Are Increasing, Are You Prepared?–Part 1
The Science of Forming
By Stuart Keeler
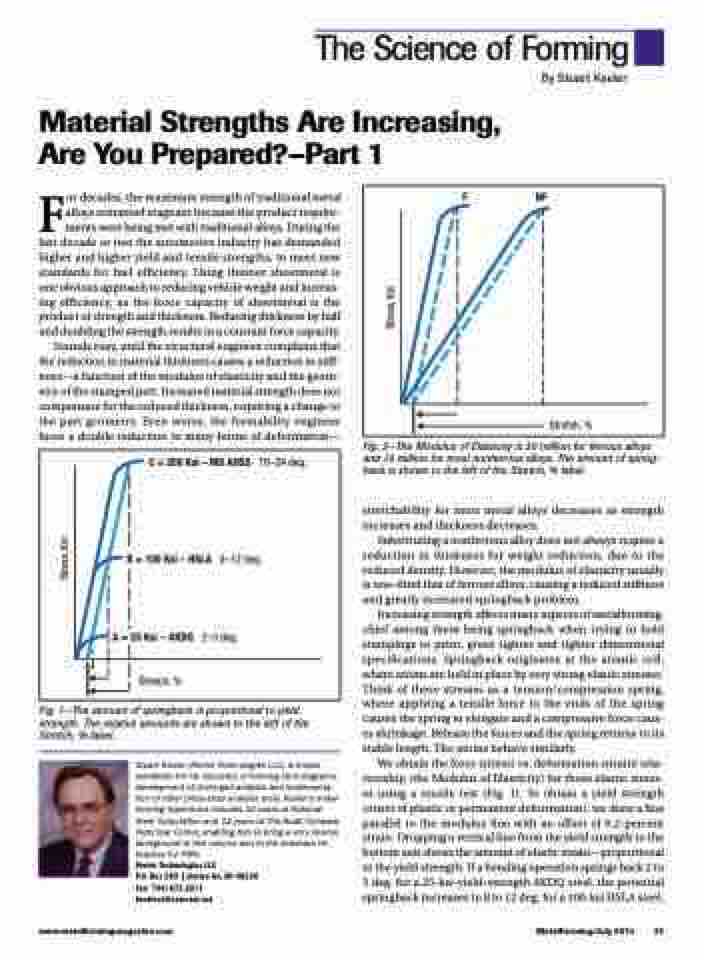
F NF
Stretch, %
For decades, the maximum strength of traditional metal alloys remained stagnant because the product require- ments were being met with traditional alloys. During the last decade or two the automotive industry has demanded higher and higher yield and tensile strengths, to meet new standards for fuel efficiency. Using thinner sheetmetal is one obvious approach to reducing vehicle weight and increas- ing efficiency, as the force capacity of sheetmetal is the product of strength and thickness. Reducing thickness by half and doubling the strength results in a constant force capacity.
Sounds easy, until the structural engineer complains that the reduction in material thickness causes a reduction in stiff- ness—a function of the modulus of elasticity and the geom- etry of the stamped part. Increased material strength does not compensate for the reduced thickness, requiring a change to the part geometry. Even worse, the formability engineer faces a double reduction in many forms of deformation—
Fig. 2—The Modulus of Elasticity is 30 million for ferrous alloys and 10 million for most nonferrous alloys. The amount of spring- back is shown to the left of the Stretch, % label.
stretchability for most metal alloys decreases as strength increases and thickness decreases.
Substituting a nonferrous alloy does not always require a reduction in thickness for weight reduction, due to the reduced density. However, the modulus of elasticity usually is one-third that of ferrous alloys, causing a reduced stiffness and greatly increased springback problem.
Increasing strength affects many aspects of metalforming, chief among them being springback when trying to hold stampings to print, given tighter and tighter dimensional specifications. Springback originates at the atomic cell, where atoms are held in place by very strong elastic stresses. Think of these stresses as a tension/compression spring, where applying a tensile force to the ends of the spring causes the spring to elongate and a compressive force caus- es shrinkage. Release the forces and the spring returns to its stable length. The atoms behave similarly.
We obtain the force (stress) vs. deformation (strain) rela- tionship (the Modulus of Elasticity) for these elastic stress- es using a tensile test (Fig. 1). To obtain a yield strength (onset of plastic or permanent deformation), we draw a line parallel to the modulus line with an offset of 0.2-percent strain. Dropping a vertical line from the yield strength to the bottom axis shows the amount of elastic strain—proportional to the yield strength. If a bending operation springs back 2 to 3 deg. for a 25-ksi-yield-strength AKDQ steel, the potential springback increases to 8 to 12 deg. for a 100-ksi HSLA steel,
C = 200 Ksi – MS AHSS 16–24 deg.
B = 100 Ksi – HSLA 8–12 deg.
2–3 deg.
Stretch, %
A = 25 Ksi – AKDQ
Fig. 1—The amount of springback is proportional to yield strength. The relative amounts are shown to the left of the Stretch, % label.
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementa- tion of other press-shop analysis tools. Keeler’s metal- forming experience includes 24 years at National Steel Corporation and 12 years at The Budd Company Technical Center, enabling him to bring a very diverse background to this column and to the seminars he teaches for PMA.
Keeler Technologies LLC
P.O. Box 283 | Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
www.metalformingmagazine.com
MetalForming/July 2014 37
Stress, Ksi
Stress, Ksi
