
Page 40 - MetalForming July 2014
P. 40
The Science of Forming
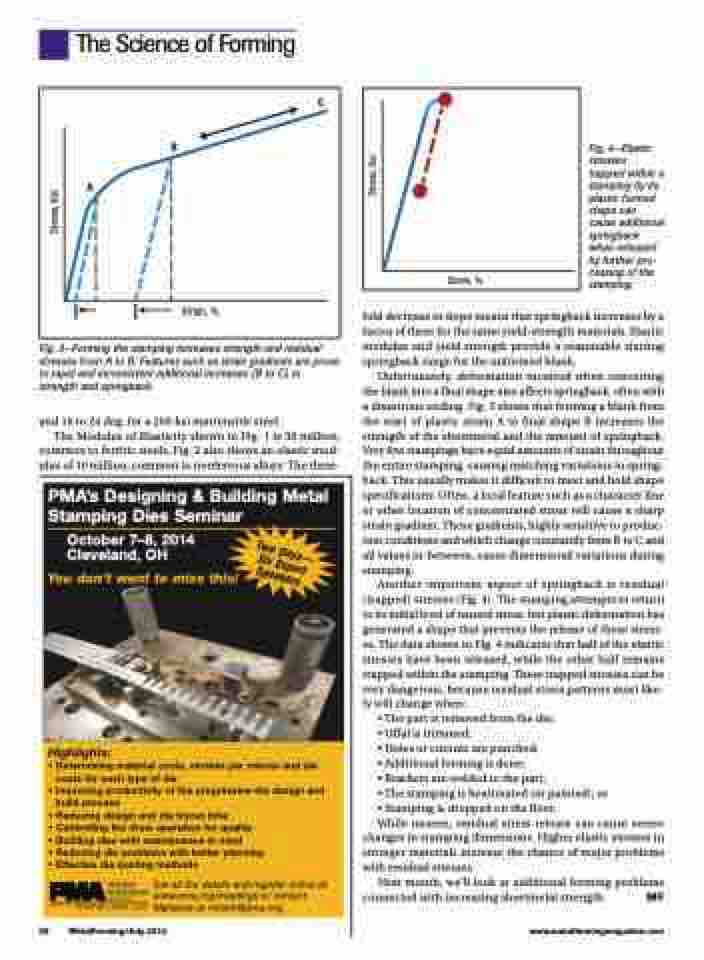
B
C
A
Strain, %
Strain, %
Fig. 3—Forming the stamping increases strength and residual stresses from A to B. Features such as strain gradients are prone to rapid and inconsistent additional increases (B to C) in strength and springback.
and 16 to 24 deg. for a 200-ksi martensitic steel.
The Modulus of Elasticity shown in Fig. 1 is 30 million, common to ferritic steels. Fig. 2 also shows an elastic mod- ulus of 10 million, common to nonferrous alloys. The three-
Fig. 4—Elastic stresses trapped within a stamping by its plastic formed shape can cause additional springback when released by further pro- cessing of the stamping.
fold decrease in slope means that springback increases by a factor of three for the same yield-strength materials. Elastic modulus and yield strength provide a reasonable starting springback range for the unformed blank.
Unfortunately, deformation incurred when converting the blank into a final shape also affects springback, often with a disastrous ending. Fig. 3 shows that forming a blank from the start of plastic strain A to final shape B increases the strength of the sheetmetal and the amount of springback. Very few stampings have equal amounts of strain throughout the entire stamping, causing matching variations in spring- back. This usually makes it difficult to meet and hold shape specifications. Often, a local feature such as a character line or other location of concentrated stress will cause a sharp strain gradient. These gradients, highly sensitive to produc- tion conditions and which change constantly from B to C and all values in-between, cause dimensional variations during stamping.
Another important aspect of springback is residual (trapped) stresses (Fig. 4). The stamping attempts to return to its initial level of neutral stress, but plastic deformation has generated a shape that prevents the release of these stress- es. The data shown in Fig. 4 indicates that half of the elastic stresses have been released, while the other half remains trapped within the stamping. These trapped stresses can be very dangerous, because residual stress patterns most like- ly will change when:
• The part is removed from the die; • Offal is trimmed;
• Holes or cutouts are punched;
• Additional forming is done;
• Brackets are welded to the part;
• The stamping is heattreated (or painted); or
• Stamping is dropped on the floor.
While unseen, residual stress release can cause severe
changes in stamping dimensions. Higher elastic stresses in stronger materials increase the chance of major problems with residual stresses.
Next month, we’ll look at additional forming problems connected with increasing sheetmetal strength. MF
PMA’s Designing & Building Metal
Stamping Dies Seminar
October 7–8, 2014 Cleveland, OH
You don’t want to miss this!
Highlights:
• Determining material costs, strokes per minute and die costs for each type of die
• Improving productivity of the progressive-die design and build process
• Reducing design and die tryout time
• Controlling the draw operation for quality
• Building dies with maintenance in mind
• Reducing die problems with better planning
• Effective die quoting methods
Get all the details and register online at www.pma.org/meetings or contact Marianne at msichi@pma.org.
38 MetalForming/July 2014
www.metalformingmagazine.com
Stress, Ksi
Stress, Ksi
Two Days— Six Expert Speakers
