
Page 49 - MetalForming March 2014
P. 49
The Science of Forming
Maximum Punch Force Loss
Deformation Flange Volume
Stroke
Stress
Total Flange Load
Home
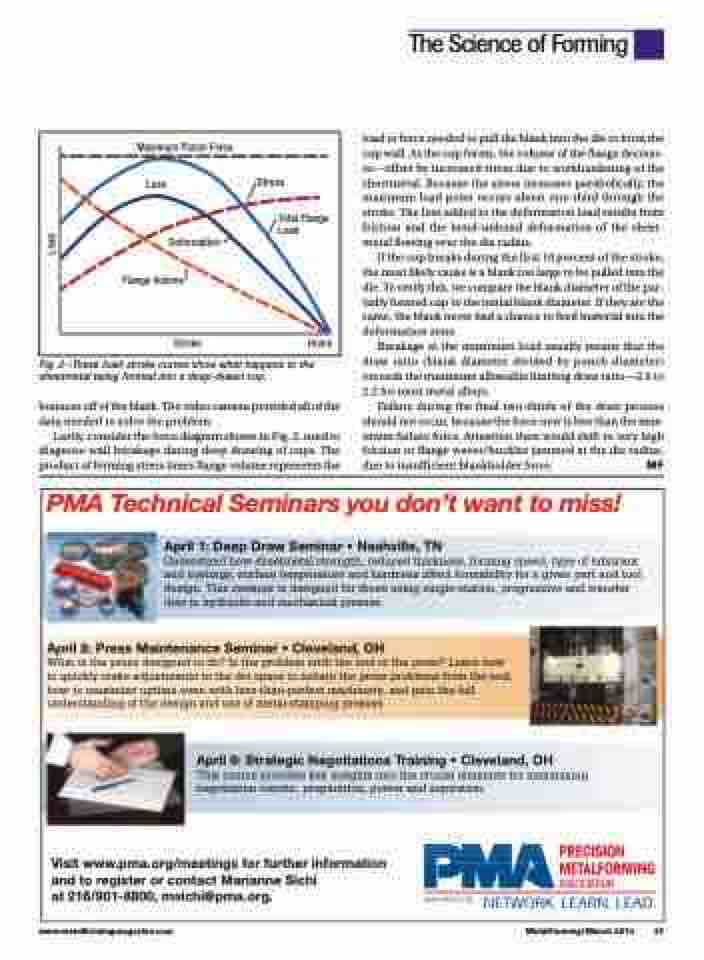
Fig. 2—These load-stroke curves show what happens to the sheetmetal being formed into a deep-drawn cup.
bounces off of the blank. The video camera provided all of the data needed to solve the problem.
Lastly, consider the force diagram shown in Fig. 2, used to diagnose wall breakage during deep drawing of cups. The product of forming stress times flange volume represents the
load or force needed to pull the blank into the die to form the cup wall. As the cup forms, the volume of the flange decreas- es—offset by increased stress due to workhardening of the sheetmetal. Because the stress increases parabolically, the maximum load point occurs about one-third through the stroke. The loss added to the deformation load results from friction and the bend-unbend deformation of the sheet- metal flowing over the die radius.
If the cup breaks during the first 10 percent of the stroke, the most likely cause is a blank too large to be pulled into the die. To verify this, we compare the blank diameter of the par- tially formed cup to the initial blank diameter. If they are the same, the blank never had a chance to feed material into the deformation zone.
Breakage at the maximum load usually means that the draw ratio (blank diameter divided by punch diameter) exceeds the maximum allowable limiting draw ratio—2.0 to 2.2 for most metal alloys.
Failure during the final two-thirds of the draw process should not occur, because the force now is less than the max- imum failure force. Attention then would shift to very high friction or flange waves/buckles jammed at the die radius, due to insufficient blankholder force. MF
PMA Technical Seminars you don’t want to miss!
April 1: Deep Draw Seminar • Nashville, TN
Understand how sheetmetal strength, reduced thickness, forming speed, type of lubricant and coatings, surface temperature and hardness affect formability for a given part and tool design. This seminar is designed for those using single-station, progressive and transfer dies in hydraulic and mechanical presses.
April 8: Press Maintenance Seminar • Cleveland, OH
What is the press designed to do? Is the problem with the tool or the press? Learn how to quickly make adjustments to the die space to isolate the press problems from the tool, how to maximize uptime even with less-than-perfect machinery, and gain the full understanding of the design and use of metal-stamping presses.
April 9: Strategic Negotiations Training • Cleveland, OH
This course provides key insights into the crucial elements for maximizing negotiation results: preparation, power and aspiration.
Visit www.pma.org/meetings for further information and to register or contact Marianne Sichi
at 216/901-8800, msichi@pma.org.
www.metalformingmagazine.com
MetalForming/March 2014 47
Load
