
Page 51 - MetalForming March 2014
P. 51
and part-to-part variations.
Wiping dies are a type of forming
tool requiring the use of pressure pads
to prevent the workpiece material
from slipping during forming. Pad
pressure for wiping dies generally
equals the punch force required for
forming. Because AHSS materials can
have two to three times the initial
strength of HSLA, the required pres-
sure-pad force could be as much as
three times greater than that required
for an equivalent thickness of HSLA. These levels of holding force may be difficult to achieve in small wiping dies or in a small die area.
To compensate for springback, over-bending must be incorporated into the wiping die. Anticipate as much as 10 deg. of springback, depending on the AHSS grade. The high- er forming stress on die materials and the need to work the material further to reduce springback can generate large tool deflections. Therefore, stampers must take care to prop- erly key and heel the form tools to control deflection and maintain part quality.
To further control springback, the form steel in a wipe die usually has a radius less than the part radius, coupled with back relief on the flange steel and forming post. The back
relief allows application of addition- al pressure further out on the formed radius. Very high pressures must be generated in the flange-steel corner radius in order to coin AHSS materi- als. Of concern under these condi- tions: flange-steel wear, strength and reliability.
Stretch flanges in AHSS tend to not tolerate abrupt length changes. There- fore, make transitions within the stretch flange as gradual as possible;
develop them during product design when possible.
The use of material gainers may be required to generate an increased length of line and avoid edge splitting in stretch flanges. Avoid sharp notch features in curved flanges, and also avoid placing trim by-pass (mismatch) in stretch or com-
pression areas of the flange to help avoid splitting.
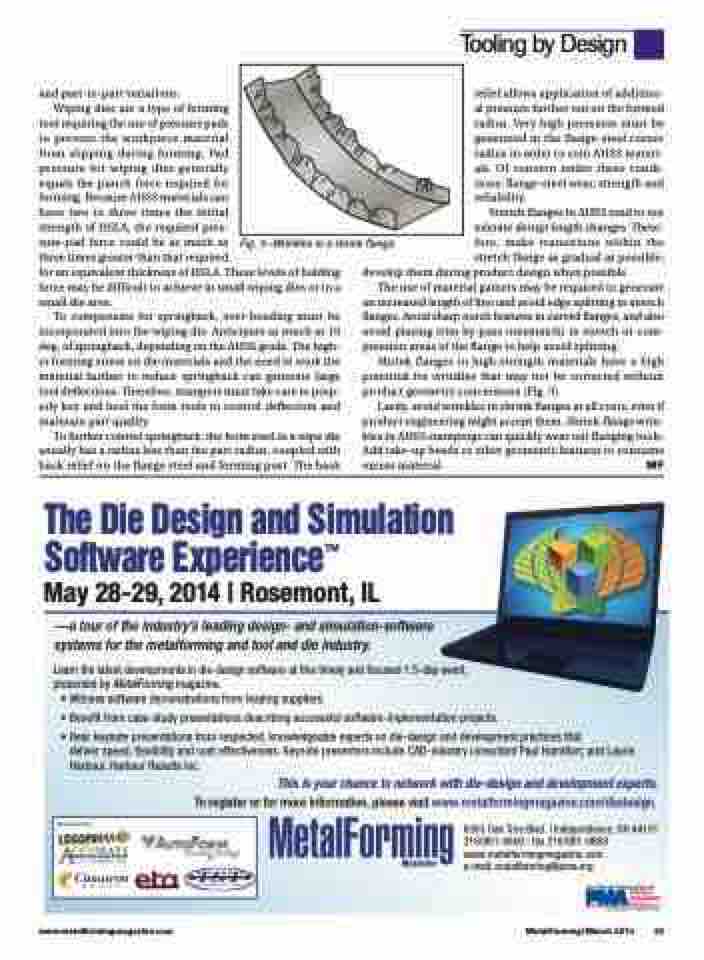
Shrink flanges in high-strength materials have a high potential for wrinkles that may not be corrected without
product geometry concessions (Fig. 3).
Lastly, avoid wrinkles in shrink flanges at all costs, even if
product engineering might accept them. Shrink-flange wrin- kles in AHSS stampings can quickly wear out flanging tools. Add take-up beads or other geometric features to consume excess material. MF
Fig. 3—Wrinkles in a shrink flange.
Tooling by Design
The Die Design and Simulation
Software ExperienceTM
May 28-29, 2014 | Rosemont, IL
—a tour of the industry’s leading design- and simulation-software systems for the metalforming and tool and die industry.
Learn the latest developments in die-design software at this timely and focused 1.5-day event, presented by MetalForming magazine.
• Witness software demonstrations from leading suppliers.
• Benefit from case-study presentations describing successful software-implementation projects.
• Hear keynote presentations from respected, knowledgeable experts on die-design and development practices that
deliver speed, flexibility and cost effectiveness. Keynote presenters include CAD-industry consultant Paul Hamilton; and Laurie Harbour, Harbour Results Inc.
This is your chance to network with die-design and development experts.
To register or for more information, please visit www.metalformingmagazine.com/diedesign.
6363 Oak Tree Blvd. | Independence, OH 44131 216/901-8800 | fax 216/901-9669 www.metalformingmagazine.com
e-mail: metalforming@pma.org
An Official Publication of
Sponsored by:
www.metalformingmagazine.com
MetalForming/March 2014 49
