
Page 63 - MetalForming April 2013
P. 63
FOR METALFORMING QUALITY, INNOVATION, VALUE
Macrodyne is a premier supplier of quality custom hydraulic presses up to 15,000 + tons and
die handling equipment for the metalforming industry.
FLEXIBILITY, RELIABILITY, VERSATILITY
Macrodyne presses can be integrated into existing automation or supplied turnkey with die handling and automation to meet the most demanding production requirements.
Macrodyne Technologies Inc. Toronto, Ontario, Canada Tel: 905-669-2253 sales@macrodynepress.com www.macrodynepress.com
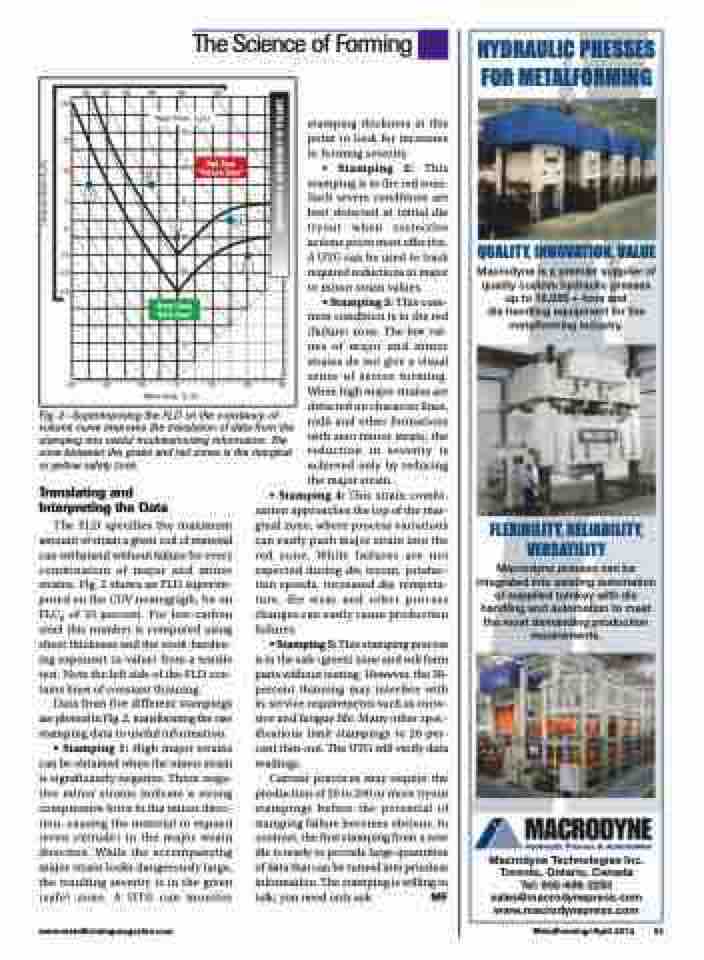
Fig. 2—Superimposing the FLD on the constancy-of- volume curve improves the translation of data from the stamping into useful troubleshooting information. The zone between the green and red zones is the marginal or yellow safety zone.
stamping thickness at this point to look for increases in forming severity.
• Stamping 2: This stamping is in the red zone. Such severe conditions are best detected at initial die tryout when corrective actions prove most effective. A UTG can be used to track required reductions in major or minor strain values.
• Stamping 3: This com- mon condition is in the red (failure) zone. The low val- ues of major and minor strains do not give a visual sense of severe forming. When high major strains are detected on character lines, radii and other formations with zero minor strain, the reduction in severity is achieved only by reducing the major strain.
Translating and Interpreting the Data
The FLD specifies the maximum amount of strain a given coil of material can withstand without failure for every combination of major and minor strains. Fig. 2 shows an FLD superim- posed on the COV nomograph, for an FLC0 of 35 percent. For low-carbon steel this number is computed using sheet thickness and the work-harden- ing exponent (n-value) from a tensile test. Note the left side of the FLD con- tains lines of constant thinning.
Data from five different stampings are plotted in Fig. 2, transforming the raw stamping data to useful information.
• Stamping 1: High major strains can be obtained when the minor strain is significantly negative. These nega- tive minor strains indicate a strong compressive force in the minor direc- tion, causing the material to expand (even extrude) in the major strain direction. While the accompanying major strain looks dangerously large, the resulting severity is in the green (safe) zone. A UTG can monitor
• Stamping 4: This strain combi- nation approaches the top of the mar- ginal zone, where process variations can easily push major strain into the red zone. While failures are not expected during die tryout, produc- tion speeds, increased die tempera- ture, die wear and other process changes can easily cause production failures.
• Stamping 5: This stamping process is in the safe (green) zone and will form parts without tearing. However, the 38- percent thinning may interfere with in-service requirements such as corro- sive and fatigue life. Many other spec- ifications limit stampings to 20-per- cent thin-out. The UTG will verify data readings.
Current practices may require the production of 20 to 200 or more tryout stampings before the potential of stamping failure becomes obvious. In contrast, the first stamping from a new die is ready to provide large quantities of data that can be turned into priceless information. The stamping is willing to talk; you need only ask. MF
www.metalformingmagazine.com
MetalForming/April 2013 61
The Science of Forming
HYDRAULIC PRESSES
-25
-3
0-
35
-40
Major Strain,
-
45
70
1(%)
-50
60
Red Zone “Failure Zone”
2
1
50
4
3
40
e “Safe Zone”
30
2
0
5
Green Zo
n
10
-20
-15
-10
-5
0
+5 +10 +15
-30 -20 -10 0 10 20 30 Minor Strain, 2 (%)
3
Thickness Strain, 3 (%)
NOMOGRAPH–CONSTANCY OF VOLUME
3
3
