
Page 62 - MetalForming April 2013
P. 62
The Science of Forming By Stuart Keeler
Tooling Technology
More Conversations with Your Stamping
Astamping is tearing in the first die, and you’re the assigned trou- bleshooter. To solve the problem, you first ask the folks in the toolroom if they have found a solution to a similar problem. You then brainstorm with others to create a list of possible solu- tions; take a stab at developing a cor- rection procedure; and search for a solution by trial and error experiment- ing. Then you remember the team training received last year, which included developing a life-saving strat- egy for becoming stranded on a desert- ed island, lost in a deep jungle or some other similar experience. You have in your possession 10 items that can help save your life or increase your chance of rescue. Your assignment: to rate these items based on their level of impor- tance. When completed, your list is graded against the “school solution.” In the next phase you join a team to dis- cuss and rank the same 10 life-saving items. Not surprisingly, the team gets a higher score than any of the individual members.
Hoping for the same success with the tearing problem, you quickly form a troubleshooting team that includes the area manager, product engineer and process engineers, material and lubricant suppliers and tryout tool-
Stuart Keeler (Keeler Technologies LLC) is known worldwide for his discovery of forming limit diagrams, development of circle-grid analysis and implementation of other press-shop analysis
tools. Keeler’s metalform- ing experience includes 24 years at National
Steel Corporation and 12 years at The Budd Com- pany Technical Center, enabling him to bring a very diverse background to this column and to the sem- inars he teaches for PMA.
Keeler Technologies LLC P.O. Box 283
Grosse Ile, MI 48138 Fax: 734/671-2271 keeltech@comcast.net
maker. Unfortunately you forgot to invite one more member to join the team, someone present when the tear- ing took place, knew the condition of the stamping at failure and can help define the origin of the failure. Who is this great source of high-quality data that can easily be verified and con- verted into information? The torn stamping.
Speaking the Language
The first requirement for commu- nicating with the stamping is having a common language—the most accept- ed is the circle grid. Other languages include thickness values from an ultra- sonic thickness gage (UTG) or a laser thermometer gun. This permits you to ask different questions, which the stamping answers with usable data, such as: What was the magnitude and
must decrease. While we can use an equation to calculate these changes, the COV nomograph proves faster and more visual when trying to understand the changes.
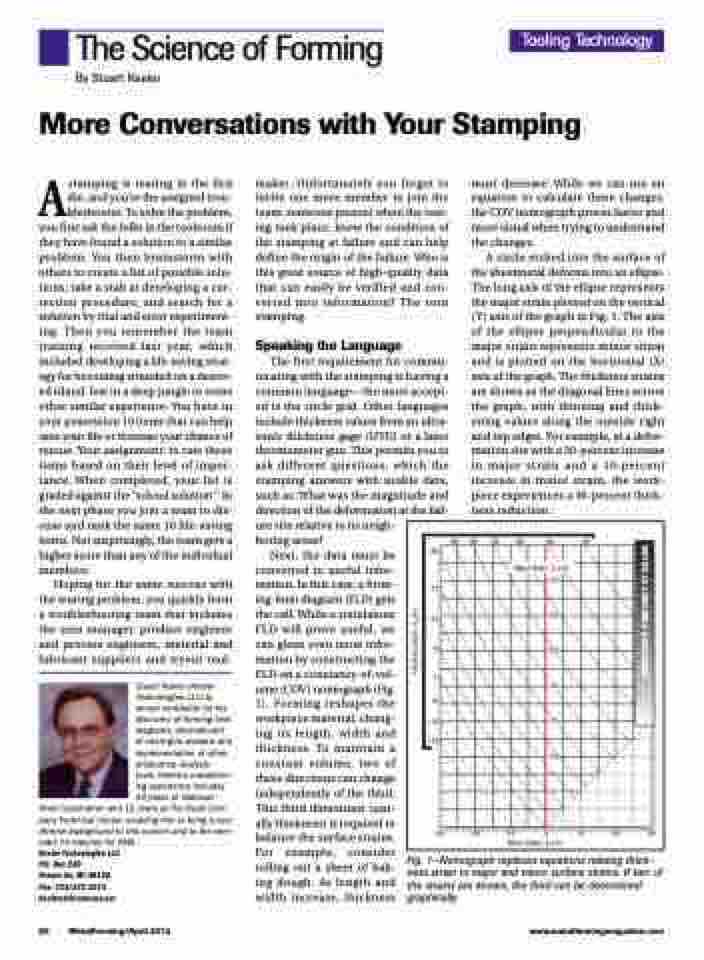
A circle etched into the surface of the sheetmetal deforms into an ellipse. The long axis of the ellipse represents the major strain plotted on the vertical (Y) axis of the graph in Fig. 1. The axis of the ellipse perpendicular to the major strain represents minor strain and is plotted on the horizontal (X) axis of the graph. The thickness strains are shown as the diagonal lines across the graph, with thinning and thick- ening values along the outside right and top edges. For example, at a defor- mation site with a 30-percent increase in major strain and a 10-percent increase in minor strain, the work- piece experiences a 30-percent thick- ness reduction.
-25
-3
0-
35
-40
Major Strain, 1 (%) 70
-45
-50
60
50
40
30
20
10
-20
-15
-10
-5
0
+5 +10 +15
-30 -20 -10 0 10 20 30 Minor Strain, 2 (%)
60 MetalForming/April 2013
www.metalformingmagazine.com
direction of the deformation ure site relative to its neigh- boring areas?
Next, the data must be converted to useful infor- mation. In this case, a form- ing-limit diagram (FLD) gets the call. While a standalone FLD will prove useful, we can glean even more infor- mation by constructing the FLD on a constancy-of-vol- ume (COV) nomograph (Fig. 1). Forming reshapes the workpiece material, chang- ing its length, width and thickness. To maintain a constant volume, two of these directions can change independently of the third. This third dimension (usu- ally thickness) is required to balance the surface strains. For example, consider rolling out a sheet of bak- ing dough. As length and width increase, thickness
at the fail-
Fig. 1—Nomograph replaces equations relating thick- ness strain to major and minor surface strains. If two of the strains are known, the third can be determined graphically.
Thickness Strain, 3(%)
NOMOGRAPH–CONSTANCY OF VOLUME
3
3
3
