
Page 41 - MetalForming April 2012
P. 41
The Science of Forming
! ! !
$ &# !" " & "
" !"& !! !"! # %" $" !
! !"&! " "
Compression
A
B
ing, while com- pressing is not. Therefore, always follow tensile defor- mation by com- pressive; avoid following com- pressive defor- mation by ten- sile.
For some applications, such as stamp- ing beverage cans, compres- sive forming represents an
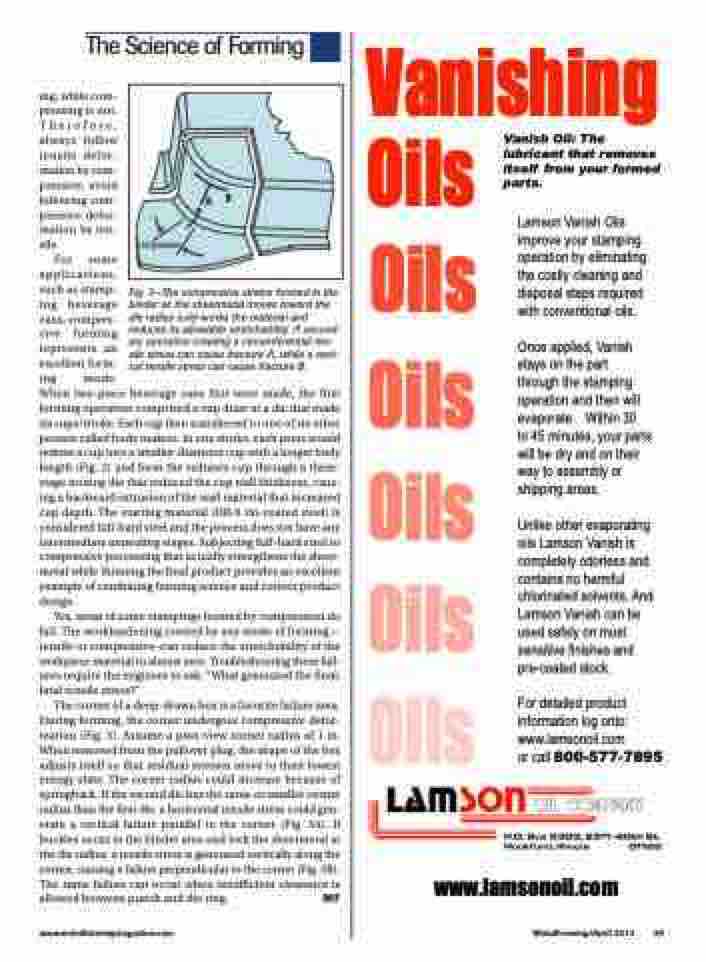
Fig. 3—The compressive strains formed in the binder as the sheetmetal moves toward the die radius cold-works the material and reduces its allowable stretchability. A second- ary operation creating a circumferential ten- sile stress can cause fracture A, while a verti-
excellent form- cal tensile stress can cause fracture B. ing mode.
When two-piece beverage cans first were made, the first forming operation comprised a cup draw in a die that made six cups/stroke. Each cup then transferred to one of six other presses called body makers. In one stroke, each press would redraw a cup into a smaller-diameter cup with a longer body length (Fig. 2) and form the redrawn cup through a three- stage ironing die that reduced the cup wall thickness, caus- ing a backward extrusion of the wall material that increased cup depth. The starting material (DR-9 tin-coated steel) is considered full-hard steel and the process does not have any intermediate annealing stages. Subjecting full-hard steel to compressive processing that actually strengthens the sheet- metal while thinning the final product provides an excellent example of combining forming science and correct product design.
Yes, areas of some stampings formed by compression do fail. The workhardening created by any mode of forming— tensile or compressive–can reduce the stretchability of the workpiece material to almost zero. Troubleshooting these fail- ures require the engineer to ask: “What generated the final, fatal tensile stress?”
The corner of a deep-drawn box is a favorite failure area. During forming, the corner undergoes compressive defor- mation (Fig. 3). Assume a plan-view corner radius of 1 in. When removed from the pullover plug, the shape of the box adjusts itself so that residual stresses move to their lowest energy state. The corner radius could increase because of springback. If the second die has the same or smaller corner radius than the first die, a horizontal tensile stress could gen- erate a vertical failure parallel to the corner (Fig. 3A). If buckles occur in the binder area and lock the sheetmetal at the die radius, a tensile stress is generated vertically along the corner, causing a failure perpendicular to the corner (Fig. 3B). The same failure can occur when insufficient clearance is allowed between punch and die ring. MF
" # " !" " " % $ " "
" #"! &# "! % & " %& " !!& ! !.
" $ " ! ! ! ! "& !! "! #
" !$"! ! ! #! !& !" !!"$ !!
" !"
" #" " "
%%%!
www.metalformingmagazine.com
MetalForming/April 2012 39
