
Page 19 - MetalForming Verano 2019
P. 19
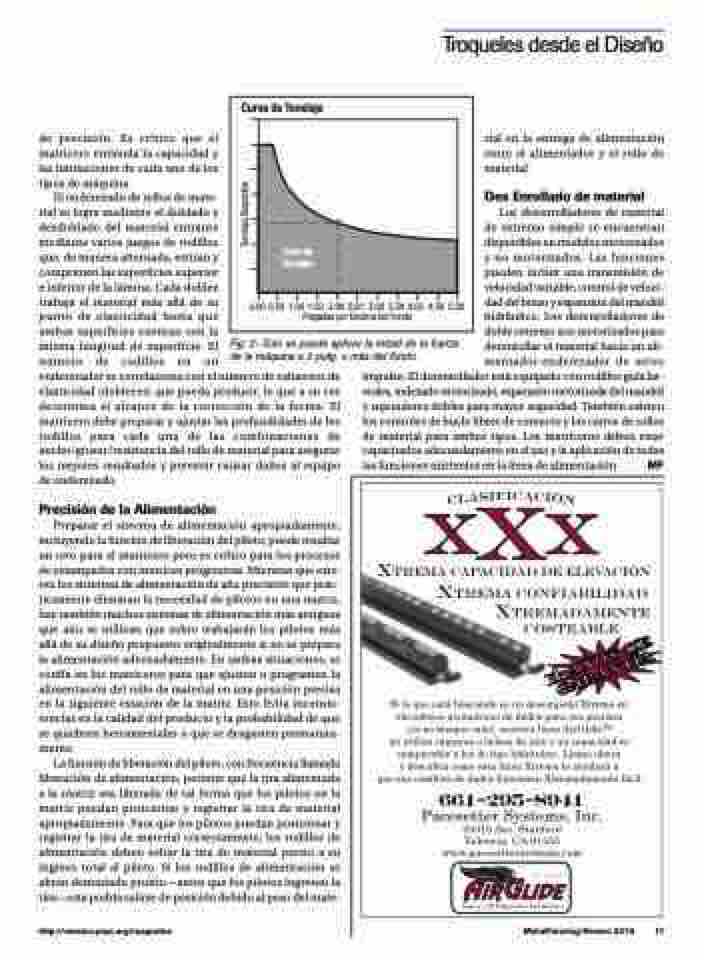
Curva de Tonelaje
El enderezado de rollos de mate-
rial se logra mediante el doblado y
desdoblado del material entrante
mediante varios juegos de rodillos
que, de manera alternada, estiran y
comprimen las superficies superior
e inferior de la lámina. Cada doblez
trabaja el material más allá de su
punto de elasticidad hasta que
ambas superficies cuentan con la
misma longitud de superficie. El
número de rodillos en un
enderezador se correlaciona con el número de esfuerzos de elasticidad (dobleces) que pueda producir, lo que a su vez determina el alcance de la corrección de la forma. El matricero debe preparar y ajustar las profundidades de los rodillos para cada una de las combinaciones de ancho/grosor/resistencia del rollo de material para asegurar los mejores resultados y prevenir causar daños al equipo de enderezado.
Precisión de la Alimentación
Preparar el sistema de alimentación apropiadamente, incluyendo la función de liberación del piloto, puede resultar un reto para el matricero pero es crítico para los procesos de estampados con matrices progresivas. Mientras que exis- ten los sistemas de alimentación de alta precisión que prác- ticamente eliminan la necesidad de pilotos en una matriz, hay también muchos sistemas de alimentación más antiguos que aún se utilizan que sobre trabajarán los pilotos más allá de su diseño propuesto originalmente si no se prepara la alimentación adecuadamente. En ambas situaciones, se confía en los matriceros para que ajusten o programen la alimentación del rollo de material en una posición precisa en la siguiente estación de la matriz. Esto Evita inconsis- tencias en la calidad del producto y la probabilidad de que se quiebren herramentales o que se desgasten prematura- mente.
La función de liberación del piloto, con frecuencia llamada liberación de alimentación, permite que la tira alimentada a la matriz sea liberada de tal forma que los pilotos en la matriz puedan posicionar y registrar la tira de material apropiadamente. Para que los pilotos puedan posicionar y registrar la tira de material correctamente, los rodillos de alimentación deben soltar la tira de material previo a su ingreso total al piloto. Si los rodillos de alimentación se abren demasiado pronto—antes que los pilotos ingresen la tira—esta podría salirse de posición debido al peso del mate-
de precisión. Es crítico que el matricero entienda la capacidad y las limitaciones de cada uno de los tipos de máquina.
rial en la entrega de alimentación entre el alimentador y el rollo de material.
Des Enrollado de material
Los desenrolladores de material de extremo simple se encuentran disponibles en modelos motorizados y no motorizados. Las funciones pueden incluir una transmisión de velocidad variable, control de veloci- dad del brazo y expansión del mandril hidráulico. Los desenrolladores de doble extremo son motorizados para desenrollar el material hacia un ali- mentador-enderezador de servo
impulso. El desenrollador está equipado con rodillos guía lat- erales, indexado motorizado, expansión motorizada del mandril y sujetadores dobles para mayor seguridad. También existen los controles de bucle libres de contacto y los carros de rollos de material para ambos tipos. Los matriceros deben estar capacitados adecuadamente en el uso y la aplicación de todas las funciones existentes en la línea de alimentación. MF
http://mexico.pma.org/magazine
MetalForming/Verano 2019 17
Zona de Tonelaje
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00 Pulgadas por Encima Del Fondo
Fig. 2—Solo se puede aplicar la mitad de la fuerza de la máquina a 2 pulg. o más del fondo.
Troqueles desde el Diseño
Tonelaje Disponible
