
Page 41 - MetalForming May 2019
P. 41
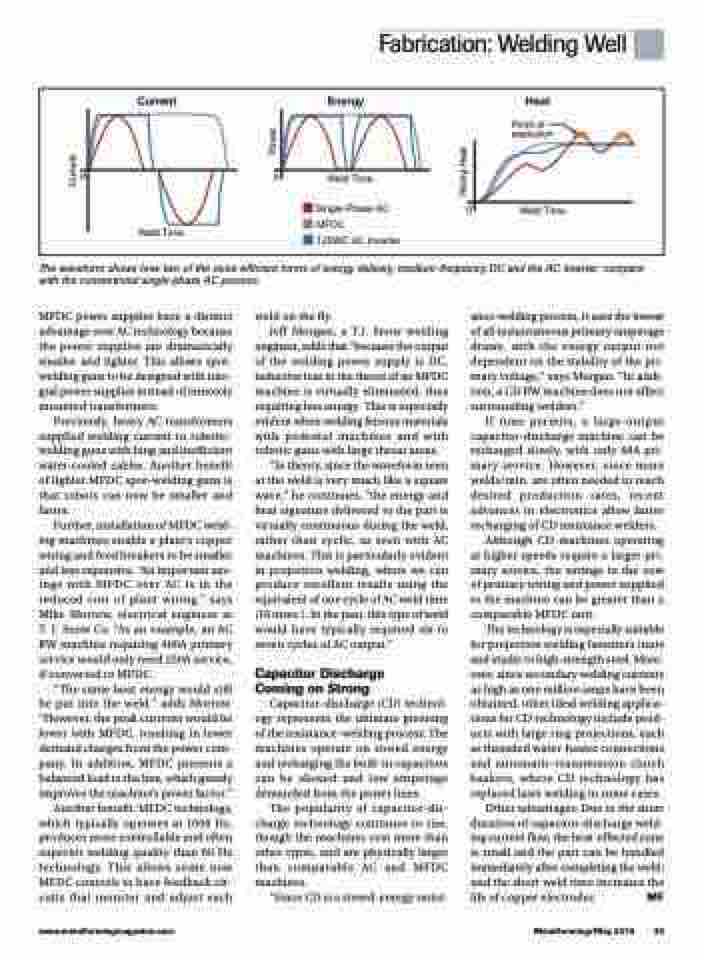
The waveform shows how two of the more efficient forms of energy delivery, medium-frequency DC and the AC inverter, compare with the conventional single-phase AC process.
MFDC power supplies have a distinct advantage over AC technology because the power supplies are dramatically smaller and lighter. This allows spot- welding guns to be designed with inte- gral power supplies instead of remotely mounted transformers.
Previously, heavy AC transformers supplied welding current to robotic- welding guns with long and inefficient water-cooled cables. Another benefit of lighter MFDC spot-welding guns is that robots can now be smaller and faster.
Further, installation of MFDC weld- ing machines enable a plant’s copper wiring and feed breakers to be smaller and less expensive. “An important sav- ings with MFDC over AC is in the reduced cost of plant wiring,” says Mike Morrow, electrical engineer at T. J. Snow Co. “As an example, an AC RW machine requiring 400A primary service would only need 250A service, if converted to MFDC.
“The same heat energy would still be put into the weld.” adds Morrow. “However, the peak currents would be lower with MFDC, resulting in lower demand charges from the power com- pany. In addition, MFDC presents a balanced load to the line, which greatly improves the machine’s power factor.”
Another benefit: MFDC technology, which typically operates at 1000 Hz, produces more controllable and often superior welding quality than 60 Hz technology. This allows some new MFDC controls to have feedback cir- cuits that monitor and adjust each
weld on the fly.
Jeff Morgan, a T.J. Snow welding
engineer, adds that “because the output of the welding power supply is DC, inductive loss in the throat of an MFDC machine is virtually eliminated, thus requiring less energy. This is especially evident when welding ferrous materials with pedestal machines and with robotic guns with large throat areas.
“In theory, since the waveform seen at the weld is very much like a square wave,” he continues, “the energy and heat signature delivered to the part is virtually continuous during the weld, rather than cyclic, as seen with AC machines. This is particularly evident in projection welding, where we can produce excellent results using the equivalent of one cycle of AC weld time (16 msec.). In the past, this type of weld would have typically required six to seven cycles of AC output.”
Capacitor Discharge Coming on Strong
Capacitor-discharge (CD) technol- ogy represents the ultimate greening of the resistance-welding process. The machines operate on stored energy and recharging the built-in capacitors can be slowed and low amperage demanded from the power lines.
The popularity of capacitor-dis- charge technology continues to rise, though the machines cost more than other types, and are physically larger than comparable AC and MFDC machines.
“Since CD is a stored-energy resist-
ance-welding process, it uses the lowest of all instantaneous primary amperage draws, with the energy output not dependent on the stability of the pri- mary voltage,” says Morgan. “In addi- tion, a CD RW machine does not affect surrounding welders.”
If time permits, a large-output capacitor-discharge machine can be recharged slowly, with only 60A pri- mary service. However, since more welds/min. are often needed to reach desired production rates, recent advances in electronics allow faster recharging of CD resistance welders.
Although CD machines operating at higher speeds require a larger pri- mary service, the savings in the cost of primary wiring and power supplied to the machine can be greater than a comparable MFDC unit.
The technology is especially suitable for projection welding fasteners (nuts and studs) to high-strength steel. More- over, since secondary welding currents as high as one million amps have been obtained, other ideal welding applica- tions for CD technology include prod- ucts with large ring projections, such as threaded water-heater connections and automatic-transmission clutch baskets, where CD technology has replaced laser welding in some cases.
Other advantages: Due to the short duration of capacitor-discharge weld- ing current flow, the heat-effected zone is small and the part can be handled immediately after completing the weld; and the short weld time increases the life of copper electrodes. MF
www.metalformingmagazine.com
MetalForming/May 2019 39
Fabrication: Welding Well
Current
00
Weld Time
Energy
Weld Time
Single-Phase AC MFDC
TJSWC AC Inverter
0
Heat
Point of explusion
Weld Time
Current
Rising Heat
Power
