
Page 36 - MetalForming-Dec-2018-issue
P. 36
Welding Well
By Tom Snow
Resistance Welding Is a Science
In today’s pressure-packed just-in- time manufacturing environment, proper troubleshooting procedures
for resistance-welding problems often are ignored in favor of low-cost attempts at quick fixes.
This, however, can lead to continued quality issues and containment costs that far exceed investing in a scientific, data-driven solution. In other words, resistance welding should be viewed as a science and not “black art.”
The Challenge
Miles Sonnenberg of HTT, Inc., She- boygan, WI, is a great example of a man- ufacturing engineer who made the leap from guessing at solutions to resist- ance-welding-quality issues to quan- tifying and solving them properly.
Founded in 1986 as High Tech Tool & Die, HTT specializes in deep-drawn stampings. As a value-added secondary operation, the company attaches brack- ets to round parts, each with a single spot weld. Since it’s an automotive appli- cation, that lone weld must be strong.
However, HTT had significant weld- quality issues related to nugget size and strength, and adding to the chal- lenges, these weld-quality issues varied between shifts. As a result, HTT’s cus- tomer required a time-consuming, 100- percent quality check of the parts sup- plied, hurting production and profit margins.
Tom Snow is CEO of T. J. Snow Co., Chattanooga, TN, a supplier of resist- ance-welding machines, supplies, service and training. Snow, the imme- diate past chairman of the Resistance Welding Manufacturing Alliance, a standing committee of the American Welding
Society, shares his resistance-welding insights in MetalForming magazine’s Welding Well column every-other month.
Tom Snow, CEO, T. J. Snow Co., tomsnow@tjsnow.com
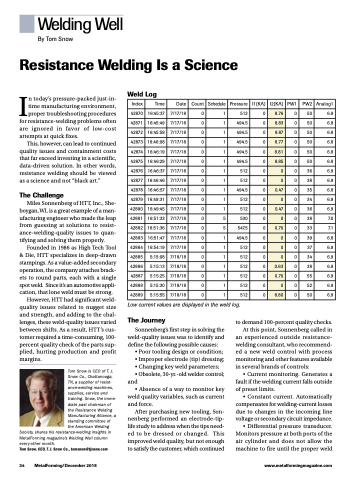
Weld Log
Index
Time
Date
Count
Schedule
Pressure
I1(KA)
I2(KA)
PW1
PW2
Analog1
42870
16:45:37
7/17/18
0
1
512
0
8.76
0
50
6.9
42871
16:45:49
7/17/18
0
1
494.5
0
8.83
0
50
6.8
42872
16:45:58
7/17/18
0
1
494.5
0
8.87
0
50
6.8
42873
16:46:08
7/17/18
0
1
494.5
0
8.77
0
50
6.8
42874
16:46:19
7/17/18
0
1
494.5
0
8.81
0
50
6.8
42875
16:46:29
7/17/18
0
1
494.5
0
8.85
0
50
6.8
42876
16:46:37
7/17/18
0
1
512
0
0
0
36
6.9
42877
16:46:46
7/17/18
0
1
512
0
0
0
38
6.9
42878
16:46:57
7/17/18
0
1
494.5
0
0.47
0
35
6.8
42879
16:49:31
7/17/18
0
1
512
0
0
0
34
6.9
42880
16:49:45
7/17/18
0
1
512
0
0.47
0
36
6.9
42881
16:51:33
7/17/18
0
5
530
0
0
0
38
7.0
42882
16:51:36
7/17/18
0
5
547.5
0
0.70
0
33
7.1
42883
16:51:47
7/17/18
0
1
494.5
0
0
0
39
6.8
42884
16:54:19
7/17/18
0
1
512
0
0
0
37
6.9
42885
5:15:08
7/18/18
0
1
512
0
0
0
34
6.9
42886
5:15:13
7/18/18
0
1
512
0
0.63
0
38
6.9
42887
5:15:25
7/18/18
0
1
512
0
0.70
0
55
6.9
42888
5:15:30
7/18/18
0
1
512
0
0
0
52
6.9
42889
5:15:55
7/18/18
0
1
512
0
8.80
0
50
6.9
Low current values are displayed in the weld log.
The Journey
Sonnenberg’s first step in solving the weld-quality issues was to identify and define the following possible causes:
• Poor tooling design or condition; • Improper electrode (tip) dressing; • Changing key weld parameters;
• Obsolete, 30-yr.-old welder control;
and
• Absence of a way to monitor key
weld quality variables, such as current and force.
After purchasing new tooling, Son- nenberg performed an electrode-tip- life study to address when the tips need- ed to be dressed or changed. This improved weld quality, but not enough to satisfy the customer, which continued
to demand 100-percent quality checks. At this point, Sonnenberg called in an experienced outside resistance- welding consultant, who recommend- ed a new weld control with process monitoring and other features available
in several brands of controls:
• Current monitoring. Generates a
fault if the welding current falls outside of preset limits.
• Constant current. Automatically compensates for welding-current losses due to changes in the incoming line voltage or secondary circuit impedance.
• Differential pressure transducer. Monitors pressure at both ports of the air cylinder and does not allow the machine to fire until the proper weld
34 MetalForming/December 2018
www.metalformingmagazine.com
