
Page 43 - MetalForming-Jun-2018-issue
P. 43
Welding Well
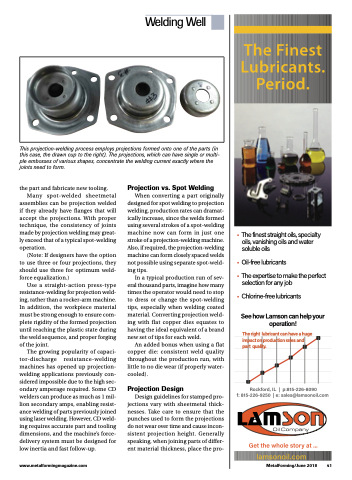
This projection-welding process employs projections formed onto one of the parts (in this case, the drawn cup to the right). The projections, which can have single or multi- ple embosses of various shapes, concentrate the welding current exactly where the joints need to form.
the part and fabricate new tooling. Many spot-welded sheetmetal assemblies can be projection welded if they already have flanges that will accept the projections. With proper technique, the consistency of joints made by projection welding may great- ly exceed that of a typical spot-welding
operation.
(Note: If designers have the option
to use three or four projections, they should use three for optimum weld- force equalization.)
Use a straight-action press-type resistance-welding for projection weld- ing, rather than a rocker-arm machine. In addition, the workpiece material must be strong enough to ensure com- plete rigidity of the formed projection until reaching the plastic state during the weld sequence, and proper forging of the joint.
The growing popularity of capaci- tor-discharge resistance-welding machines has opened up projection- welding applications previously con- sidered impossible due to the high sec- ondary amperage required. Some CD welders can produce as much as 1 mil- lion secondary amps, enabling resist- ance welding of parts previously joined using laser welding. However, CD weld- ing requires accurate part and tooling dimensions, and the machine’s force- delivery system must be designed for low inertia and fast follow-up.
Projection vs. Spot Welding
When converting a part originally designed for spot welding to projection welding, production rates can dramat- ically increase, since the welds formed using several strokes of a spot-welding machine now can form in just one stroke of a projection-welding machine. Also, if required, the projection-welding machine can form closely spaced welds not possible using separate spot-weld- ing tips.
In a typical production run of sev- eral thousand parts, imagine how many times the operator would need to stop to dress or change the spot-welding tips, especially when welding coated material. Converting projection weld- ing with flat copper dies equates to having the ideal equivalent of a brand new set of tips for each weld.
An added bonus when using a flat copper die: consistent weld quality throughout the production run, with little to no die wear (if properly water- cooled).
Projection Design
Design guidelines for stamped pro- jections vary with sheetmetal thick- nesses. Take care to ensure that the punches used to form the projections do not wear over time and cause incon- sistent projection height. Generally speaking, when joining parts of differ- ent material thickness, place the pro-
• Thefineststraightoils,specialty oils, vanishing oils and water soluble oils
• Oil-freelubricants
• Theexpertisetomaketheperfect
selection for any job
• Chlorine-freelubricants
See how Lamson can help your operation!
Theright lubricantcanhaveahuge
impact on production rates and part quality.
www.metalformingmagazine.com
MetalForming/June 2018 41
