
Page 28 - MetalForming-Mar-2018-issue
P. 28
FABRICATION
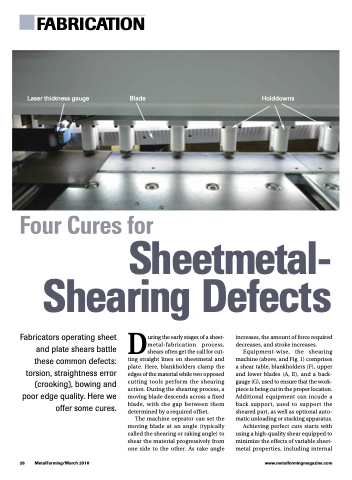
Laser thickness gauge Blade Holddowns
Sheetmetal- Shearing Defects
Fabricators operating sheet and plate shears battle these common defects: torsion, straightness error (crooking), bowing and poor edge quality. Here we offer some cures.
During the early stages of a sheet- metal-fabrication process, shears often get the call for cut- ting straight lines on sheetmetal and plate. Here, blankholders clamp the edges of the material while two opposed cutting tools perform the shearing action. During the shearing process, a moving blade descends across a fixed blade, with the gap between them determined by a required offset.
The machine oeprator can set the moving blade at an angle (typically called the shearing or raking angle) to shear the material progressively from one side to the other. As rake angle
increases, the amount of force required decreases, and stroke increases.
Equipment-wise, the shearing machine (above, and Fig. 1) comprises a shear table, blankholders (F), upper and lower blades (A, E), and a back- gauge (G), used to ensure that the work- piece is being cut in the proper location. Additional equipment can incude a back support, used to support the sheared part, as well as optional auto- matic unloading or stacking apparatus.
Achieving perfect cuts starts with using a high-quality shear equipped to minimize the effects of variable sheet- metal properties, including internal
26 MetalForming/March 2018
www.metalformingmagazine.com
