
Page 49 - MetalForming August 2017
P. 49
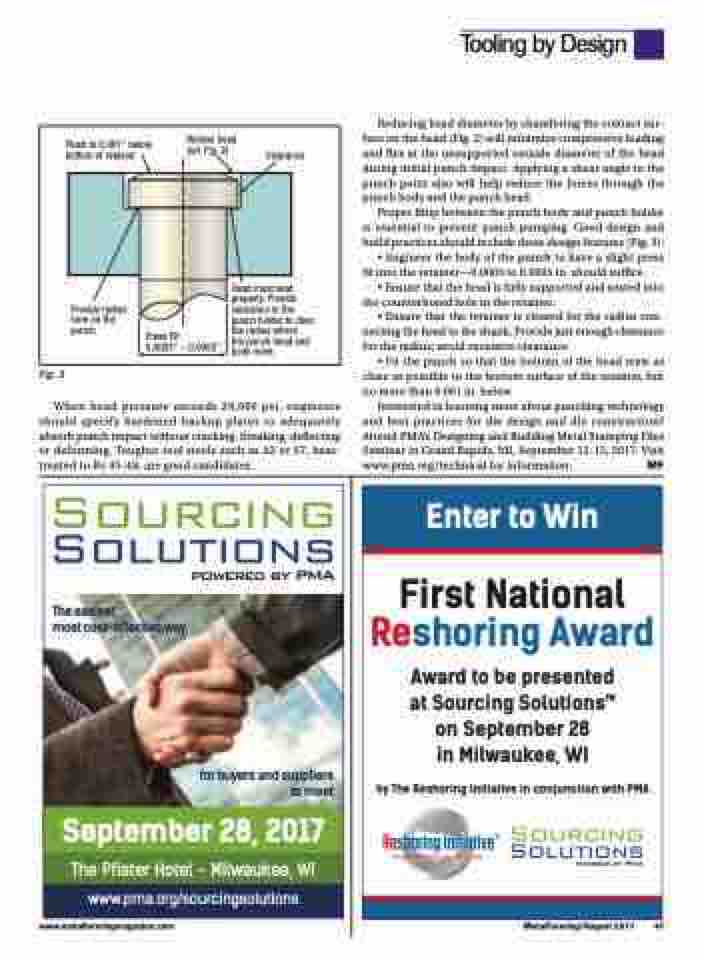
Fig. 3
When head pressure exceeds 20,000 psi, engineers should specify hardened backup plates to adequately absorb punch impact without cracking, breaking, deflecting or deforming. Tougher tool steels such as A2 or S7, heat- treated to Rc 45-48, are good candidates.
Reducing head diameter by chamfering the contact sur- face on the head (Fig. 2) will minimize compressive loading and flex at the unsupported outside diameter of the head during initial punch impact. Applying a shear angle to the punch point also will help reduce the forces through the punch body and the punch head.
Proper fitup between the punch body and punch holder is essential to prevent punch pumping. Good design and build practices should include these design features (Fig. 3):
• Engineer the body of the punch to have a slight press fit into the retainer—0.0003 to 0.0005 in. should suffice.
• Ensure that the head is fully supported and seated into the counterbored hole in the retainer.
• Ensure that the retainer is cleared for the radius con- necting the head to the shank. Provide just enough clearance for the radius; avoid excessive clearance.
• Fit the punch so that the bottom of the head rests as close as possible to the bottom surface of the retainer, but no more than 0.001 in. below.
Interested in learning more about punching technology and best practices for die design and die construction? Attend PMA’s Designing and Building Metal Stamping Dies Seminar in Grand Rapids, MI, September 12-13, 2017. Visit www.pma.org/technical for information. MF
Tooling by Design
Flush to 0.001" below bottom of retainer
Relieve head (ref. Fig. 2)
Provide radius here on the punch
Press Fit
0.0003" – 0.0005"
Clearance
Head must seat properly. Provide clearance in the punch holder to clear the radius where
the punch head and body meet.
The easiest,
most cost-effective way
for buyers and suppliers to meet
September 28, 2017
The Pfister Hotel - Milwaukee, WI
www.pma.org/sourcingsolutions
Enter to Win
First National
Reshoring Award
Award to be presented at Sourcing SolutionsTM on September 28
in Milwaukee, WI
by The Reshoring Initiative in conjunction with PMA
www.metalformingmagazine.com
MetalForming/August 2017 47
