
Page 27 - MetalForming June 2017
P. 27
oxide, which melts at a higher temper- ature than does the aluminum itself.
Short-Circuit Termination
Large balls of weld metal on the end of a small-diameter wire cause stum- bling during arc starts. With, for exam- ple, welding parameters set for a 0.035- in.-dia. wire, the welding power source does not “know” that it must provide enough power to melt a 0.070-in. ball. When the end of the wire dead-shorts into the plate, the power source will reach for all of the output it can muster in an effort to clear the short. The result often is a 1-in. flaming baton of wire— and, paying someone to grind it off later.
Short-circuit termination (SCT) pro- vides a small burst of power when the weld is terminated. This removes the molten ball and sharpens the wire tip. The operator can actually hear a little “phhht” sound of the wire sharpening. However, for SCT to function properly, the control must sense arc voltage.
In a semiautomatic operation, the operator must keep the welding gun in position after breaking the arc. Unfortunately, because some wire feed- ers do not offer burnback control, a generation of operators learned to pull the gun away as they let go of the trig- ger. They then are required to snip off the excess wire sticking out of the gun. In many applications, the average weld is 2 to 3 in. long. Based on the author’s own time studies, operators can spend an equal amount of time clipping the wire and preparing to weld as they do actually welding. Functions such as SCT can greatly reduce cycle time, but only if operators train themselves to keep the gun in place for at least 1 sec. after releasing the trigger.
Burnback Control
Wire stickout is the amount of wire protruding past the end of the contact tip (not the gas nozzle as is sometimes assumed). The proper stickout for good arc initiation is about 3⁄8 in. with solid wire.
To achieve good stickout without clipping the wire, the burnback control
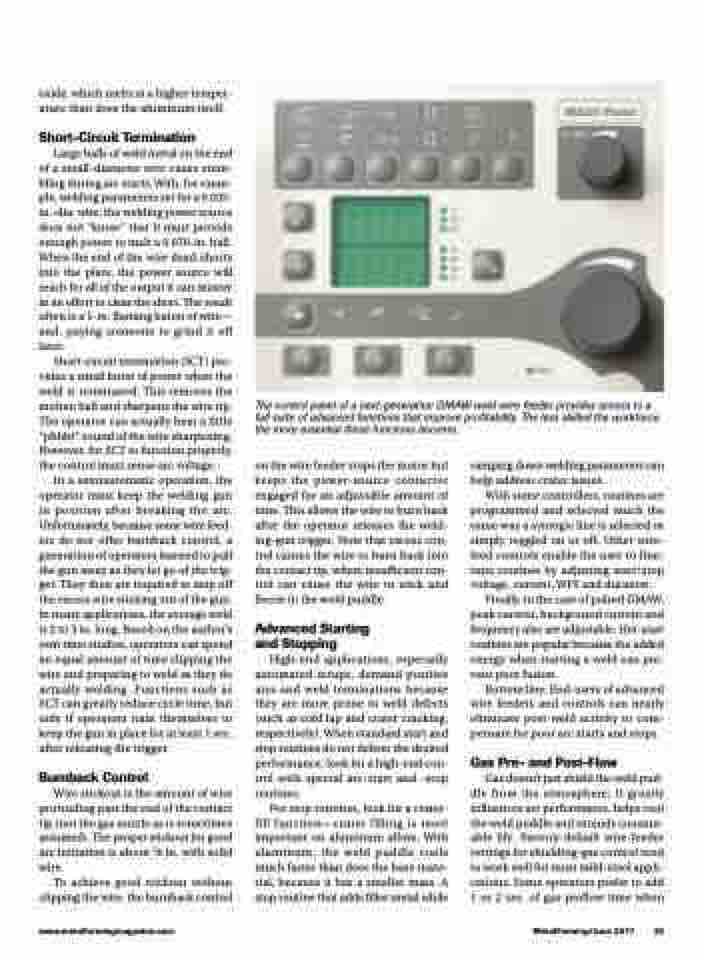
The control panel of a next-generation GMAW weld-wire feeder provides access to a full suite of advanced functions that improve profitability. The less skilled the workforce, the more essential these functions become.
www.metalformingmagazine.com
MetalForming/June 2017 25
on the wire feeder stops the motor but keeps the power-source contactor engaged for an adjustable amount of time. This allows the wire to burn back after the operator releases the weld- ing-gun trigger. Note that excess con- trol causes the wire to burn back into the contact tip, where insufficient con- trol can cause the wire to stick and freeze in the weld puddle.
Advanced Starting and Stopping
High-end applications, especially automated setups, demand positive arcs and weld terminations because they are more prone to weld defects (such as cold lap and crater cracking, respectively). When standard start and stop routines do not deliver the desired performance, look for a high-end con- trol with special arc-start and -stop routines.
For stop routines, look for a crater- fill function—crater filling is most important on aluminum alloys. With aluminum, the weld puddle cools much faster than does the base mate- rial, because it has a smaller mass. A stop routine that adds filler metal while
ramping down welding parameters can help address crater issues.
With some controllers, routines are programmed and selected much the same way a synergic line is selected or simply toggled on or off. Other wire- feed controls enable the user to fine- tune routines by adjusting start/stop voltage, current, WFS and duration.
Finally, in the case of pulsed GMAW, peak current, background current and frequency also are adjustable. Hot-start routines are popular because the added energy when starting a weld can pre- vent poor fusion.
Bottom line: End-users of advanced wire feeders and controls can nearly eliminate post-weld activity to com- pensate for poor arc starts and stops.
Gas Pre- and Post-Flow
Gas doesn’t just shield the weld pud- dle from the atmosphere; it greatly influences arc performance, helps cool the weld puddle and extends consum- able life. Factory-default wire-feeder settings for shielding-gas control tend to work well for most mild-steel appli- cations. Some operators prefer to add 1 or 2 sec. of gas-preflow time when
