
Page 32 - MetalForming July 2016
P. 32
Plasma-Cutting System
Fig. 1—Gas Options for Automated Plasma Cutting
Process
Application(s)
Advantages
Plasma Gas
Shield Gas
Air
N/A
Standard air-plasma technology
Economical operation cost, cut surface usually requires weld preparation
O2
Air
High precision cuts at 50-300 A on mild steel
Weld-ready cut surface
O2
O2
High precision cuts at 30 A and below on mild steel
Weld-ready cut surface for thin (≤ 1⁄8 in.) material
N2
H20*
High precision cuts on nonferrous work
Best quality cuts on aluminum and stainless to 11⁄4 in.
H35**
N2
High precision cuts on thicker nonferrous work
Faster cutting on aluminum and stainless greater than 11⁄4 in.
* Commonly called “water mist secondary” or WMS ** H35 = 35% He + 65% Ar
to accept signals from a controller, such as “start,” “stop” and “OK to move.” Several systems enable fabricators to switch easily between a 180-deg. mech- anized torch and a conventional man- ual torch. An inverter-based air-plasma system with an output in the 120-A category (120 A at 80-percent-duty cycle) can weigh less than 65 lb. and have the flexibility to use single- or three-phase power and multiple pri- mary voltages. Such a system enables fabricators to use a single system for automated or manual cutting, shop or field work, which may further justify the investment.
High-precision systems, which use a water-cooled torch, employ one gas for cutting (the plasma gas) and a sep- arate shield gas to prevent or minimize the formation of nitrides on the cut surface (Fig. 1).
Consumable Use Drives Costs
The majority of the technology advances reside inside the PAC torch (managing a 35,000 F plasma arc liter- ally is rocket science). Further, torch consumables are the primary drivers
of plasma quality and operating costs. As the plasma tip and electrode wear, cut width gradually increases; arc starts/stops and arc stability become less than ideal. Eventually, cut tolerance or system performance becomes unacceptable and users
change consumables. Standard-definition consumables
cost less ($20 for a tip and electrode vs. $45), but high-precision plasma consumables last at least five to 10 times longer. A shop with low table uti- lization will be less concerned about the cost of consumables and more con- cerned about the price of the power supply. Conversely, an operation with a high arc-on time will want to main- tain productivity at the highest possible level. Such a shop won’t want the rework or other issues related to loose tolerances, while seeking to minimize downtime related to changing con- sumables, as well as unplanned down- time. Only a high-precision system enables such performance.
As a side note, consider torch designs with quick-change torch car- tridges that twist off and on in less than
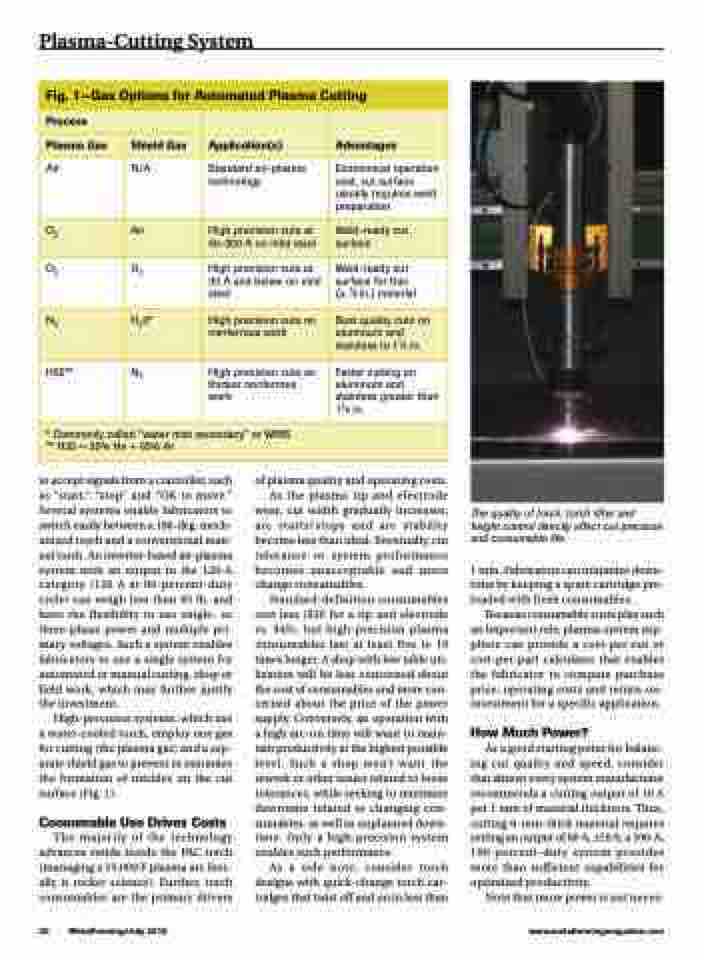
The quality of torch, torch lifter and height control directly affect cut precision and consumable life.
1 min. Fabricators can minimize down- time by keeping a spare cartridge pre- loaded with fresh consumables.
Because consumable costs play such an important role, plasma-system sup- pliers can provide a cost-per-cut or cost-per-part calculator that enables the fabricator to compare purchase price, operating costs and return-on- investment for a specific application.
How Much Power?
As a good starting point for balanc- ing cut quality and speed, consider that almost every system manufacturer recommends a cutting output of 10 A per 1 mm of material thickness. Thus, cutting 6-mm-thick material requires setting an output of 60 A, ±10 A; a 100-A, 100-percent-duty system provides more than sufficient capabilities for optimized productivity.
Note that more power is not neces-
30 MetalForming/July 2016
www.metalformingmagazine.com
