
Page 66 - MetalForming September 2015
P. 66
Tooling by Design
By Peter Ulintz
Nomenclature—Are We Talking About the Same Thing?
Merriam-Webster defines “nomenclature” as the devis- ing or choosing of names for things, especially in a science or other discipline. These are the words or terms that we use to communicate technical ideas or principles. But are we all talk- ing about the same thing?
Accepted nomenclature often tends to be regional. For example, those liv- ing in the United States view a bonnet as a variety of headgear sometimes worn by women. In the United King- dom a bonnet could be interpreted as a car hood.
Another example: a pneumatic pres- sure system beneath the bolster plate in a stamping press. In North America we refer to this as an air cushion; in the U.K. it’s a marquette.
Some terms are outright misused, such as the word “mil.” A press-shop may say, “The sheet is 1 mil thick.” Do they really mean 1 mil, or do they mean 1 mm? Contrary to common belief, the two are not the same: 1 mil is 0.001 in. while 1 mm is 0.03937 in.
The terms “punch” and “die” often
Peter Ulintz has worked in the metal stamping and tool and die industry since 1978. His back- ground includes tool and die making, tool engi- neering, process design, engineering manage- ment and advanced product development. As an educator and technical presenter, Peter speaks at PMA national seminars, regional roundtables, international conferences, and college and universi- ty programs. He also pro- vides onsite training and consultations to the met- alforming industry.
Peter Ulintz
Technical Director, PMA pulintz@pma.org
are misinterpreted, too, primarily because they contain double mean- ings. For example, we often refer to a complete stamping tool as a “die,” and the individual that built it a “diemaker.” The die comprises two main sections: the upper die, often referred to as the punch, and the lower die, often referred to as the die. This is pretty clear until you consider that “punch” also may refer to one or more male forming or piercing components mounted to either the upper punch shoe or the lower die shoe. When the die is mounted to the punch and the punch mounted to the die, things get confusing.
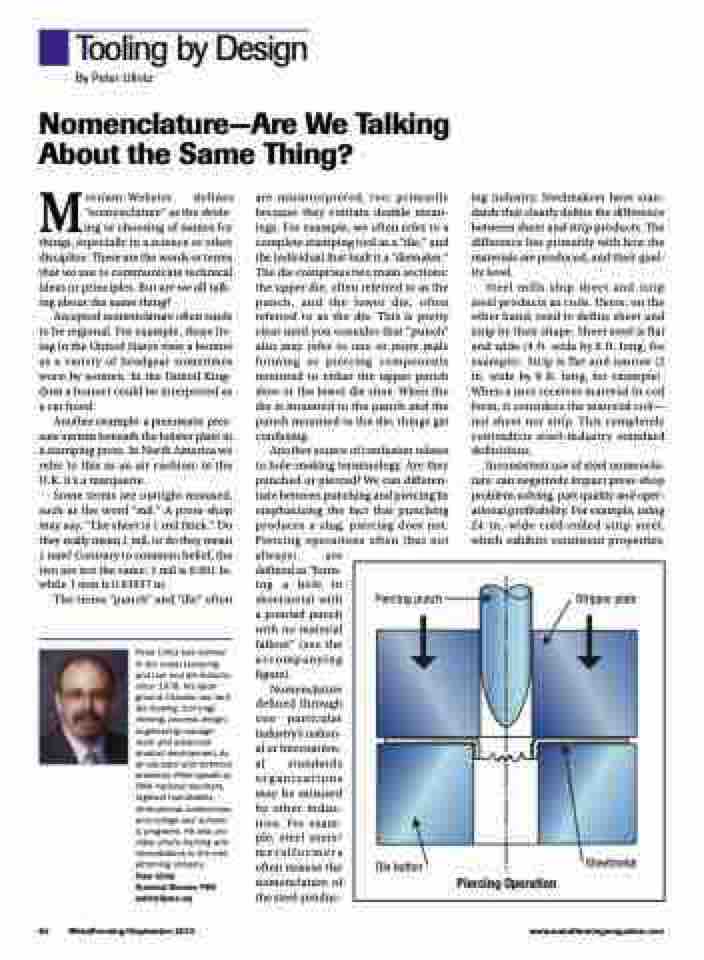
Another source of confusion relates to hole-making terminology. Are they punched or pierced? We can differen- tiate between punching and piercing by emphasizing the fact that punching produces a slug, piercing does not. Piercing operations often (but not always) are
defined as “form-
ing a hole in
sheetmetal with
a pointed punch
with no material
fallout” (see the
accompanying
figure).
Nomenclature defined through one particular industry’s nation- al or internation- al standards organizations may be misused by other indus- tries. For exam- ple, steel users/ metalformers often misuse the nomenclature of the steel-produc-
ing industry. Steelmakers have stan- dards that clearly define the difference between sheet and strip products. The difference lies primarily with how the materials are produced, and their qual- ity level.
Steel mills ship sheet and strip steel products as coils. Users, on the other hand, tend to define sheet and strip by their shape. Sheet steel is flat and wide (4 ft. wide by 8 ft. long, for example). Strip is flat and narrow (2 in. wide by 8 ft. long, for example). When a user receives material in coil form, it considers the material coil— not sheet nor strip. This completely contradicts steel-industry standard definitions.
Inconsistent use of steel nomencla- ture can negatively impact press-shop problem-solving, part quality and oper- ational profitability. For example, using 24-in.-wide cold-rolled strip steel, which exhibits consistent properties,
Piercing punch
Stripper plate
Die button
Sheetmetal
Piercing Operation
64
MetalForming/September 2015
www.metalformingmagazine.com
