
Page 28 - MetalForming May 2015
P. 28
Automotive Steels
Bending Severity
outer = 1 100% = % elongation 2(R/t) + 1
R/t
Outer strain %
A smaller bend radius or thicker metal causes the R/t ratio to decrease and the outer fiber to increase.
Three-point bend test computations.
20
2.5
10
5.0
4
11.0
3
15.0
2
20.0
1
33.0
0.5
50.0
0.30 0.25 0.20 0.15 0.10 0.05
0
0 5 10 15 20 25 30 Engineering Strain (%)
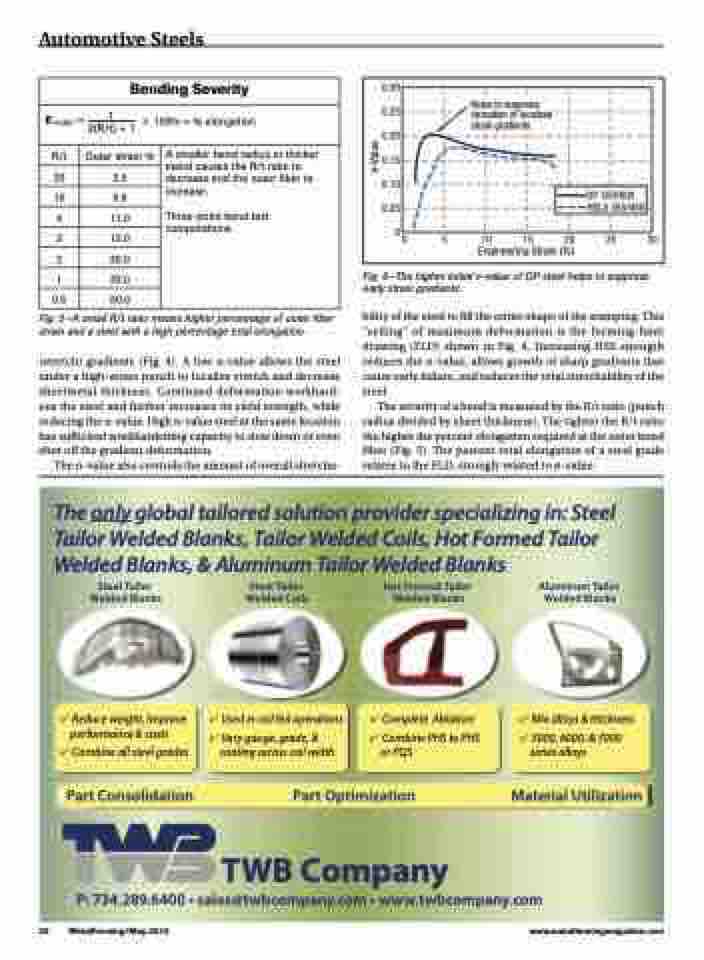
Helps to suppress formation of localized strain gradients
DP 350/600 HSLA 350/450
Fig. 5—A small R/t ratio means higher percentage of outer fiber strain and a steel with a high percentage total elongation.
(stretch) gradients (Fig. 4). A low n-value allows the steel under a high-stress punch to localize stretch and decrease sheetmetal thickness. Continued deformation workhard- ens the steel and further increases its yield strength, while reducing the n-value. High n-value steel at the same location has sufficient workhardening capacity to slow down or even shut off the gradient deformation.
The n-value also controls the amount of overall stretcha-
Fig. 6—The higher initial n-value of DP steel helps to suppress early strain gradients.
bility of the steel to fill the entire shape of the stamping. This “ceiling” of maximum deformation is the forming-limit drawing (FLD) shown in Fig. 4. Increasing HSS strength reduces the n-value, allows growth of sharp gradients that cause early failure, and reduces the total stretchability of the steel.
The severity of a bend is measured by the R/t ratio (punch radius divided by sheet thickness). The tighter the R/t ratio the higher the percent elongation required at the outer bend fiber (Fig. 5). The percent total elongation of a steel grade relates to the FLD, strongly related to n-value.
The only global tailored solution provider specializing in: Steel
Tailor Welded Blanks, Tailor Welded Coils, Hot Formed Tailor Welded Blanks, & Aluminum Tailor Welded Blanks
Steel Tailor Welded Blanks
� Reduce weight, improve performance & costs
� Combine all steel grades Part Consolidation
Steel Tailor Welded Coils
� Used in coil fed operations � Vary gauge, grade, &
coating across coil width
Hot Formed Tailor Welded Blanks
� Complete Ablation � Combine PHS to PHS
or PQS
Aluminum Tailor Welded Blanks
� Mix alloys & thickness � 5000, 6000, & 7000
series alloys
Material Utilization
Part Optimization
TWB Company
26
MetalForming/May 2015 www.metalformingmagazine.com
P: 734.289.6400 • sales@twbcompany.com • www.twbcompany.com
n-Value
