
Page 41 - MetalForming December 2014
P. 41
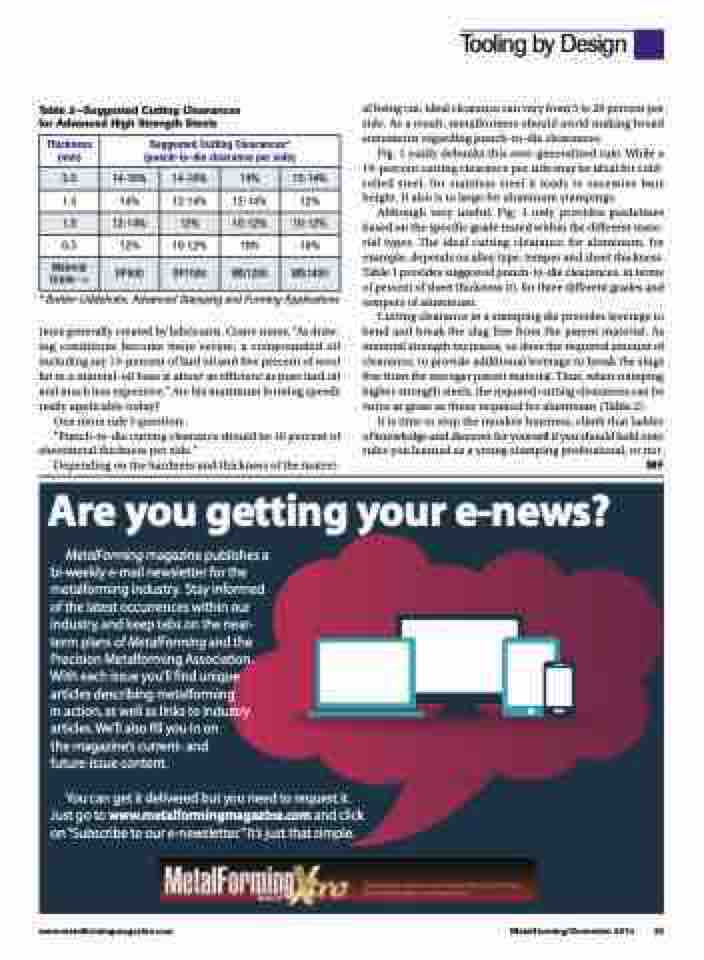
Table 2—Suggested Cutting Clearances for Advanced High Strength Steels
al being cut, ideal clearance can vary from 5 to 20 percent per side. As a result, metalformers should avoid making broad statements regarding punch-to-die clearances.
Fig. 1 easily debunks this over-generalized rule. While a 10-percent cutting clearance per side may be ideal for cold-
2.0
1.5
14-16%
14%
14-16%
12-14%
14%
12-14%
12-14%
12%
Tooling by Design
Thickness (mm)
Suggested Cutting Clearances* (punch-to-die clearance per side)
1.0
0.5
Material Grade ->
12-14%
12%
DP800
12%
10-12%
DP1000
10-12%
10%
MS1200
10-12%
10%
MS1400
* Bohler-Uddeholm, Advanced Stamping and Forming Applications
tions generally created by lubricants. Crane states, “As draw- ing conditions become more severe, a compounded oil including say 15-percent of lard oil and five percent of wool fat in a mineral-oil base is about as efficient as pure lard oil and much less expensive.” Are his maximum forming speeds really applicable today?
One more rule I question:
“Punch-to-die cutting clearance should be 10 percent of sheetmetal thickness per side.”
Depending on the hardness and thickness of the materi-
rolled steel, for stainless steel it leads to excessive burr height. It also is to large for aluminum stampings.
Although very useful, Fig. 1 only provides guidelines based on the specific grade tested within the different mate- rial types. The ideal cutting clearance for aluminum, for example, depends on alloy type, temper and sheet thickness. Table 1 provides suggested punch-to-die clearances, in terms of percent of sheet thickness (t), for three different grades and tempers of aluminum.
Cutting clearance in a stamping die provides leverage to bend and break the slug free from the parent material. As material strength increases, so does the required amount of clearance, to provide additional leverage to break the slugs free from the stronger parent material. Thus, when stamping higher-strength steels, the required cutting clearances can be twice as great as those required for aluminum (Table 2).
It is time to stop the monkey business, climb that ladder of knowledge and discover for yourself if you should hold onto rules you learned as a young stamping professional, or not.
MF
Are you getting your e-news?
MetalForming magazine publishes a bi-weekly e-mail newsletter for the metalforming industry. Stay informed of the latest occurrences within our industry, and keep tabs on the near- term plans of MetalForming and the Precision Metalforming Association. With each issue you’ll find unique articles describing metalforming
in action, as well as links to industry articles.We’ll also fill you in on
the magazine’s current- and future-issue content.
You can get it delivered but you need to request it. Just go to www.metalformingmagazine.com and click on“Subscribe to our e-newsletter.”It’s just that simple.
www.metalformingmagazine.com
MetalForming/December 2014 39
