
Page 54 - MetalForming May 2014
P. 54
Tooling by Design
By Peter Ulintz
Press Selection for Deep Drawing Higher Strength Materials
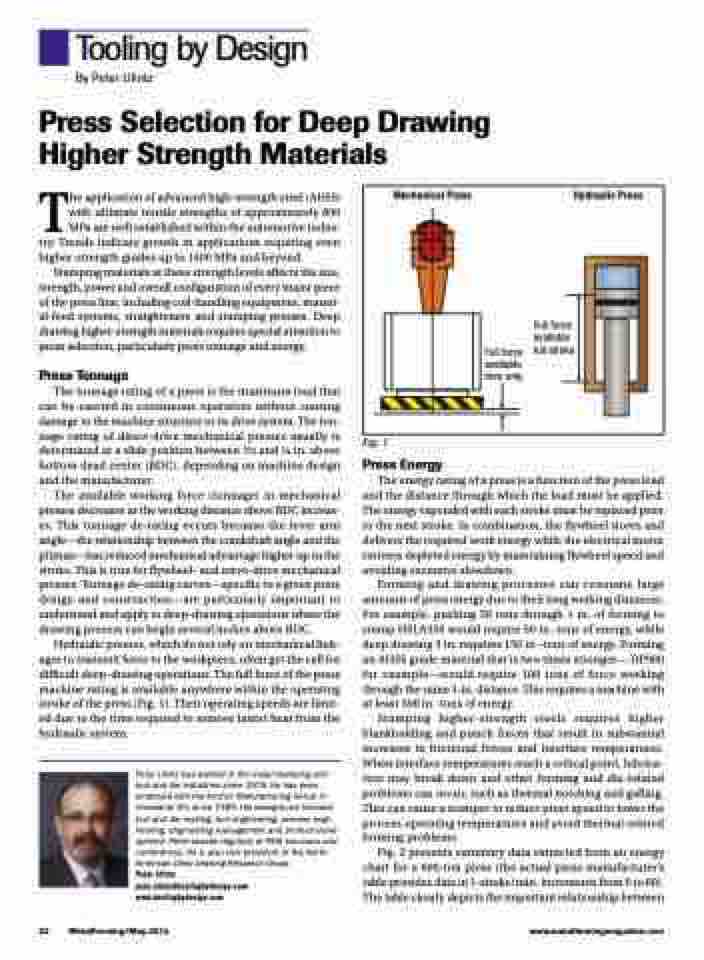
Mechanical Press
Hydraulic Press
Full force available full stroke
Full force available here only
The application of advanced high-strength steel (AHSS) with ultimate tensile strengths of approximately 800 MPa are well established within the automotive indus- try. Trends indicate growth in applications requiring even higher-strength grades up to 1400 MPa and beyond.
Stamping materials at these strength levels affects the size, strength, power and overall configuration of every major piece of the press line, including coil-handling equipment, materi- al-feed systems, straighteners and stamping presses. Deep drawing higher-strength materials requires special attention to press selection, particularly press tonnage and energy.
Press Tonnage
The tonnage rating of a press is the maximum load that can be exerted in continuous operation without causing damage to the machine structure or its drive system. The ton- nage rating of direct-drive mechanical presses usually is determined at a slide position between 1⁄32 and 1⁄4 in. above bottom dead center (BDC), depending on machine design and the manufacturer.
The available working force (tonnage) in mechanical presses decreases as the working distance above BDC increas- es. This tonnage de-rating occurs because the lever arm angle—the relationship between the crankshaft angle and the pitman—has reduced mechanical advantage higher up in the stroke. This is true for flywheel- and servo-drive mechanical presses. Tonnage de-rating curves—specific to a given press design and construction—are particularly important to understand and apply to deep-drawing operations where the drawing process can begin several inches above BDC.
Hydraulic presses, which do not rely on mechanical link- ages to transmit force to the workpiece, often get the call for difficult deep-drawing operations. The full force of the press machine rating is available anywhere within the operating stroke of the press (Fig. 1). Their operating speeds are limit- ed due to the time required to remove latent heat from the hydraulic system.
Peter Ulintz has worked in the metal stamping and tool and die industries since 1978. He has been employed with the Anchor Manufacturing Group in Cleveland, OH, since 1989. His background includes tool and die making, tool engineering, process engi- neering, engineering management and product devel- opment. Peter speaks regularly at PMA seminars and conferences. He is also vice president of the North American Deep Drawing Research Group.
Peter Ulintz pete.ulintz@toolingbydesign.com www.toolingbydesign.com
Fig. 1
Press Energy
The energy rating of a press is a function of the press load and the distance through which the load must be applied. The energy expended with each stroke must be replaced prior to the next stroke. In combination, the flywheel stores and delivers the required work energy while the electrical motor restores depleted energy by maintaining flywheel speed and avoiding excessive slowdown.
Forming and drawing processes can consume large amounts of press energy due to their long working distances. For example, pushing 50 tons through 1 in. of forming to stamp HSLA350 would require 50 in.-tons of energy, while deep drawing 3 in. requires 150 in.-tons of energy. Forming an AHSS grade material that is two times stronger— DP980 for example—would require 100 tons of force working through the same 3-in. distance. This requires a machine with at least 300 in.-tons of energy.
Stamping higher-strength steels requires higher blankholding and punch forces that result in substantial increases in frictional forces and interface temperatures. When interface temperatures reach a critical point, lubrica- tion may break down and other forming and die-related problems can occur, such as thermal notching and galling. This can cause a stamper to reduce press speed to lower the process operating temperatures and avoid thermal-related forming problems.
Fig. 2 presents summary data extracted from an energy chart for a 600-ton press (the actual press-manufacturer’s table provides data in 1-stroke/min. increments from 0 to 60). The table clearly depicts the important relationship between
52 MetalForming/May 2014
www.metalformingmagazine.com
