
Page 55 - MetalForming May 2014
P. 55
Tooling by Design
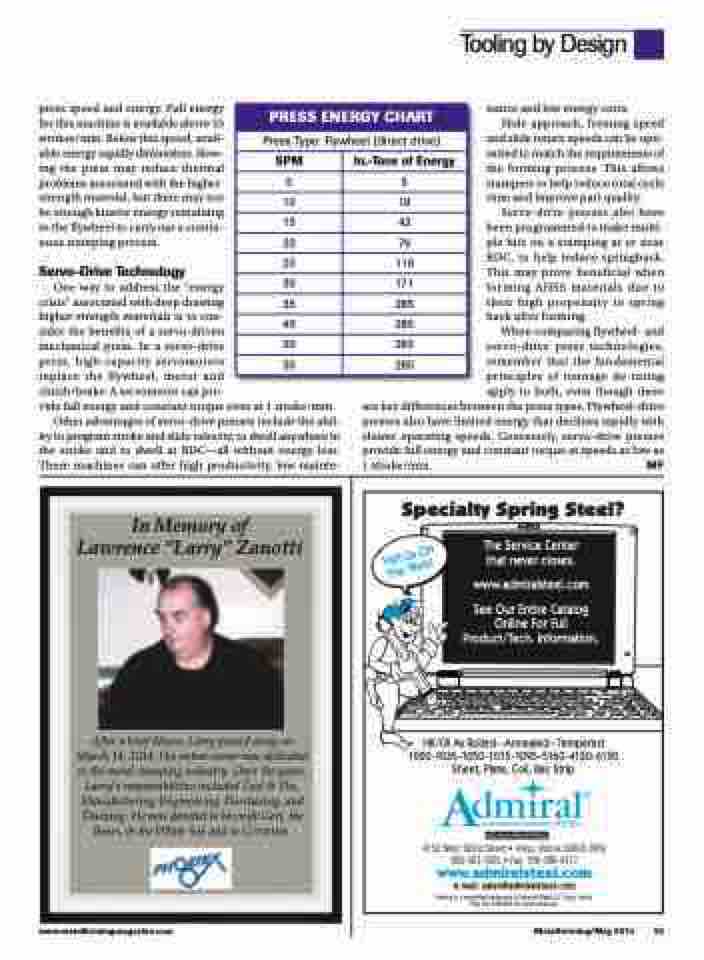
press speed and energy. Full energy for this machine is available above 35 strokes/min. Below this speed, avail- able energy rapidly diminishes. Slow- ing the press may reduce thermal problems associated with the higher- strength material, but there may not be enough kinetic energy remaining in the flywheel to carry out a contin- uous stamping process.
Servo-Drive Technology
nance and low energy costs.
Slide approach, forming speed and slide return speeds can be opti- mized to match the requirements of the forming process. This allows stampers to help reduce total cycle
time and improve part quality. Servo-drive presses also have been programmed to make multi- ple hits on a stamping at or near BDC, to help reduce springback. This may prove beneficial when forming AHSS materials due to their high propensity to spring
back after forming.
When comparing flywheel- and
servo-drive press technologies, remember that the fundamental principles of tonnage de-rating apply to both, even though there
are key differences between the press types. Flywheel-drive presses also have limited energy that declines rapidly with slower operating speeds. Conversely, servo-drive presses provide full energy and constant torque at speeds as low as 1 stroke/min. MF
PRESS ENERGY CHART
Press Type: Flywheel (direct drive)
SPM
In.-Tons of Energy
5
5
10
19
15
43
20
76
25
119
30
171
35
285
40
285
50
285
50
285
One way to address the “energy crisis” associated with deep drawing higher-strength materials is to con- sider the benefits of a servo-driven mechanical press. In a servo-drive press, high-capacity servomotors replace the flywheel, motor and clutch/brake. A servomotor can pro- vide full energy and constant torque
even at 1 stroke/min. Other advantages of servo-drive presses include the abil- ity to program stroke and slide velocity, to dwell anywhere in the stroke and to dwell at BDC—all without energy loss. These machines can offer high productivity, low mainte-
www.metalformingmagazine.com
In Memory of Lawrence “Larry” Zanotti
After a brief illness, Larry passed away on March 14, 2014. His entire career was dedicated to the metal stamping industry. Over the years, Larry’s responsibilities included Tool & Die, Manufacturing Engineering, Purchasing, and Teaching. He was devoted to his wife Geri, the Bears, & the White Sox and to Corvettes.
The Service Center that never closes.
www.admiralsteel.com
See Our Entire Catalog Online For Full Product/Tech. Information.
HR/CR As Rolled–Annealed–Tempered 1020-1035-1050-1075-1095-5160-4130-6150 Sheet, Plate, Coil, Bar, Strip
TM
ISO 9001 REGISTERED
4152 West 123rd Street • Alsip, Illinois 60803-1869
800-323-7055 • Fax: 708-388-9317
www.admiralsteel.com
e-mail: sales@admiralsteel.com
Admiral is a registered trademark of Admiral Steel LLC. Alsip, Illinois. Reg. No. 2430959. All rights reserved.
Specialty Spring Steel?
MetalForming/May 2014 53
Visit Us On The Web!
