
Page 81 - MetalForming October 2013
P. 81
Tooling by Design
ALL COATINGS. ALL APPLICATIONS. ALL INDUSTRIES.
ONE COMPANY.
For over 30 years, KECO Coatings has provided high performance coatings for the metal forming, lighting, aircraft, food processing, defense, automotive, packaging, electronic and healthcare industries. KECO’s extensive portfolio includes Teflon®, CARC, mil-spec, dri-film lube, and antimicrobial powder and plasma coatings. Coating applications include chemical and corrosion resistance, nonstick, antistatic, thermal, UV, wear resistant,
and dielectric and antifriction.
For more information call 800-336-KECO (5326) or visit www.kecocoatings.com.
KECO is an ISO 9001-2008 and AS 9100 certified company.
Indianapolis, IN • Statesville, NC
_
t = 0.060 in.
15°
D = 1.000 in.
YX
Squeeze more from existing machines.
Make RETROFITS easy as 1,2,3.
1. Connect efficiently to transducers and fieldbuses.
Simulate to speed setup and testing.
2. Control electric, hydraulic and pneumatic closed-loop motion smoothly and precisely.
3. Optimize swiftly with motion wizards and graphs for more throughput and machine life.
1-2 Axis
Multi-axis
RMC75 and RMC150 Motion Controllers
• 1, 2, or up to 8 axes
• User programs control position and pressure/ force
• Wizards for quick, easy setup and tuning
• EtherNet/IP, PROFINET and PROFIBUS connectivity
Call 1-360-254-8688 or choose your controller at deltamotion.com
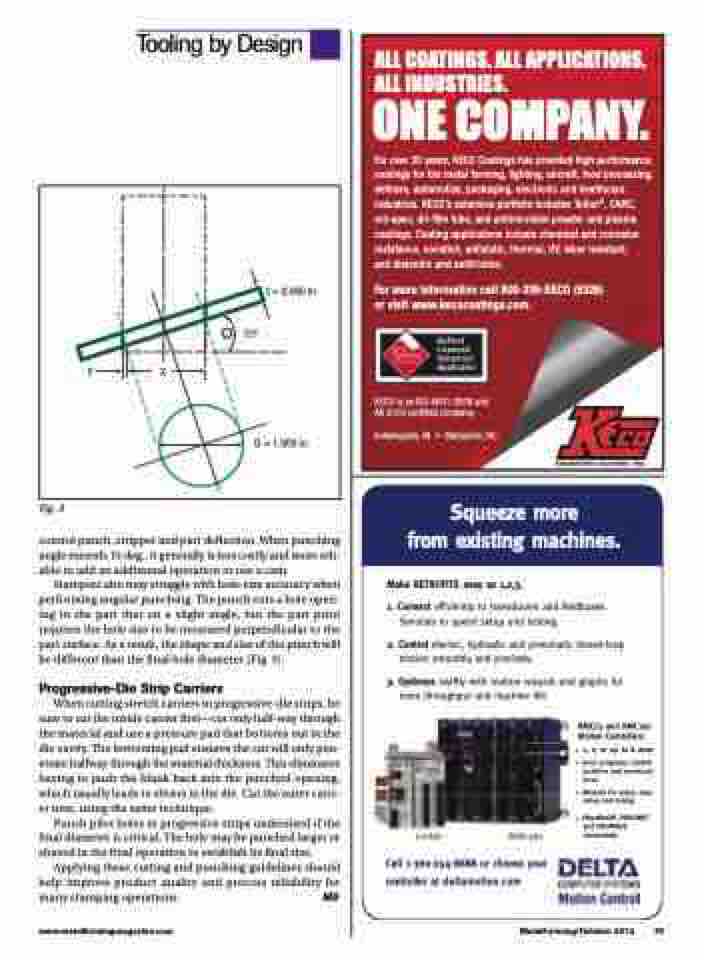
Fig. 3
control punch, stripper and part deflection. When punching angle exceeds 15 deg., it generally is less costly and more reli- able to add an additional operation or use a cam.
Stampers also may struggle with hole-size accuracy when performing angular punching. The punch cuts a hole open- ing in the part that on a slight angle, but the part print requires the hole size to be measured perpendicular to the part surface. As a result, the shape and size of the punch will be different than the final hole diameter (Fig. 3).
Progressive-Die Strip Carriers
When cutting stretch carriers in progressive-die strips, be sure to cut the inside carrier first—cut only half-way through the material and use a pressure pad that bottoms out in the die cavity. The bottoming pad ensures the cut will only pen- etrate halfway through the material thickness. This eliminates having to push the blank back into the punched opening, which usually leads to slivers in the die. Cut the outer carri- er next, using the same technique.
Punch pilot holes in progressive strips undersized if the final diameter is critical. The hole may be punched larger or shaved in the final operation to establish its final size.
Applying these cutting and punching guidelines should help improve product quality and process reliability for many stamping operations. MF
www.metalformingmagazine.com
MetalForming/October 2013 79
