
Page 57 - MetalForming July 2013
P. 57
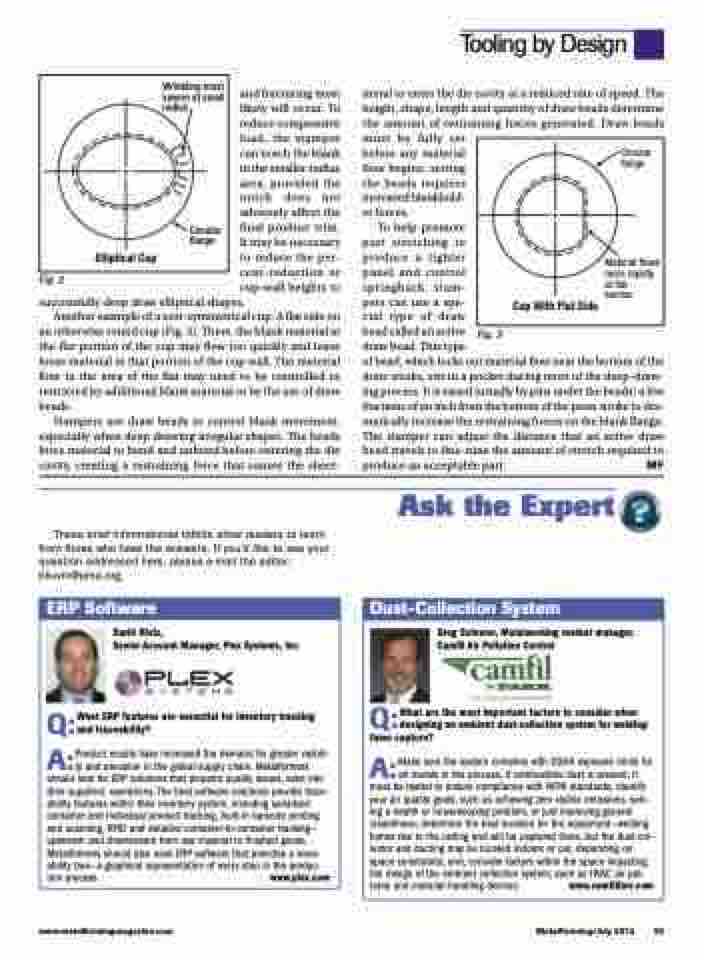
Fig. 2
To help promote
part stretching to
produce a tighter
panel and control
springback, stam-
pers can use a spe-
cial type of draw
bead called an active
draw bead. This type
of bead, which locks out material flow near the bottom of the draw stroke, sits in a pocket during most of the deep-draw- ing process. It is raised (usually by pins under the beads) a few fractions of an inch from the bottom of the press stroke to dra- matically increase the restraining forces on the blank flange. The stamper can adjust the distance that an active draw bead travels to fine-tune the amount of stretch required to produce an acceptable part. MF
Ask the Expert
successfully deep draw elliptical shapes.
Another example of a non-symmetrical cup: A flat side on
an otherwise round cup (Fig. 3). There, the blank material at the flat portion of the cup may flow too quickly and leave loose material in that portion of the cup wall. The material flow in the area of the flat may need to be controlled or restricted by additional blank material or by the use of draw beads.
Stampers use draw beads to control blank movement, especially when deep drawing irregular shapes. The beads force material to bend and unbend before entering the die cavity, creating a restraining force that causes the sheet-
These brief informational tidbits allow readers to learn from those who have the answers. If you’d like to see your question addressed here, please e-mail the editor: bkuvin@pma.org.
Fig. 3
and fracturing most likely will occur. To reduce compressive load, the stamper can notch the blank in the smaller-radius area, provided the notch does not adversely affect the final product trim. It may be necessary to reduce the per- cent-reduction or cup-wall heights to
metal to enter the die cavity at a reduced rate of speed. The height, shape, length and quantity of draw beads determine the amount of restraining forces generated. Draw beads must be fully set
before any material flow begins; setting the beads requires increased blankhold- er forces.
Tooling by Design
Wrinkling most severe at small radius
Circular flange
Elliptical Cup
Circular flange
Material flows more rapidly at flat
section
Cup With Flat Side
ERP Software
David Klotz,
Senior Account Manager, Plex Systems, Inc.
Q:What ERP features are essential for inventory tracking and traceability?
A:Product recalls have increased the demand for greater visibili- ty and precision in the global supply chain. Metalformers
should look for ERP solutions that pinpoint quality issues, even into their suppliers’ operations. The best software solutions provide trace- ability features within their inventory system, including serialized container and individual product tracking, built-in barcode printing and scanning, RFID and detailed container-to-container tracking— upstream and downstream from raw material to finished goods. Metalformers should also seek ERP software that provides a trace- ability tree—a graphical representation of every step in the produc- tion process. www.plex.com
Dust-Collection System
Greg Schreier, Metalworking market manager, Camfil Air Pollution Control
Q:What are the most important factors to consider when designing an ambient dust-collection system for welding-
fume capture?
A:Make sure the system complies with OSHA exposure limits for all metals in the process; if combustible dust is present, it
must be tested to ensure compliance with NFPA standards; identify your air quality goals, such as achieving zero visible emissions, solv- ing a health or housekeeping problem, or just improving general cleanliness; determine the best location for the equipment—welding fumes rise to the ceiling and will be captured there, but the dust col- lector and ducting may be located indoors or out, depending on space constraints; and, consider factors within the space impacting the design of the ambient collection system, such as HVAC air pat- terns and material-handling devices. www.camfilfarr.com
www.metalformingmagazine.com
MetalForming/July 2013 55
