
Page 29 - MetalForming May 2013
P. 29
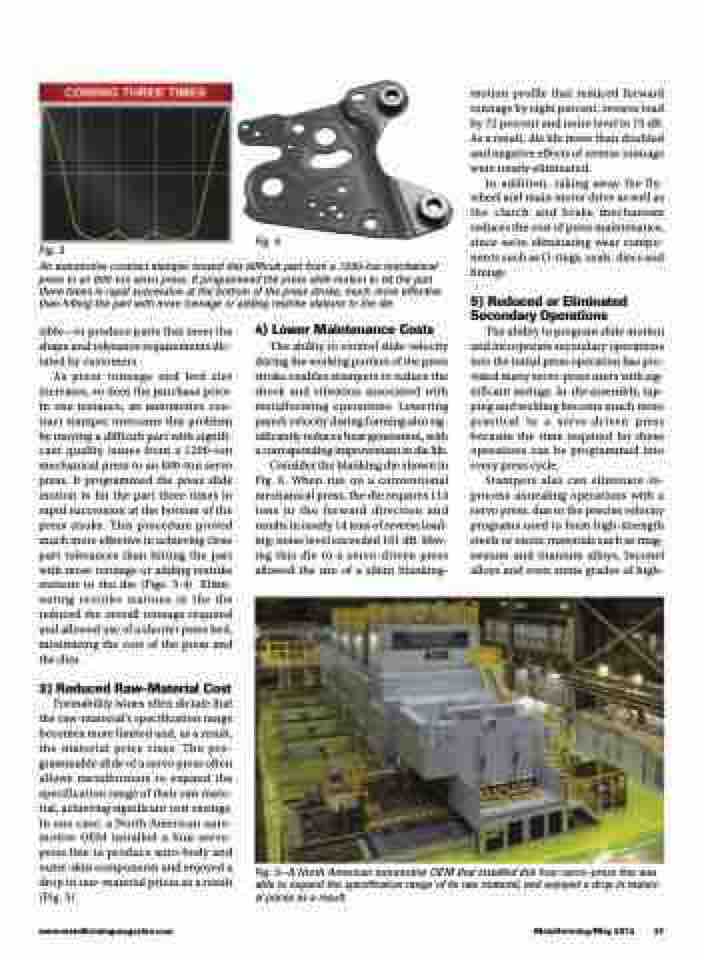
Fig. 3
Fig. 4
motion profile that reduced forward tonnage by eight percent, reverse load by 72 percent and noise level to 75 dB. As a result, die life more than doubled and negative effects of reverse tonnage were nearly eliminated.
In addition, taking away the fly- wheel and main motor drive as well as the clutch and brake mechanism reduces the cost of press maintenance, since we’re eliminating wear compo- nents such as O-rings, seals, discs and linings.
5) Reduced or Eliminated Secondary Operations
The ability to program slide motion and incorporate secondary operations into the initial press operation has pro- vided many servo-press users with sig- nificant savings. In-die assembly, tap- ping and welding become much more practical in a servo-driven press because the time required for these operations can be programmed into every press cycle.
Stampers also can eliminate in- process annealing operations with a servo press, due to the precise velocity programs used to form high-strength steels or exotic materials such as mag- nesium and titanium alloys, Inconel alloys and even some grades of high-
An automotive contract stamper moved this difficult part from a 1200-ton mechanical press to an 800-ton servo press. It programmed the press slide motion to hit the part three times in rapid succession at the bottom of the press stroke, much more effective than hitting the part with more tonnage or adding restrike stations to the die.
sible—to produce parts that meet the shape and tolerance requirements dic- tated by customers.
As press tonnage and bed size increases, so does the purchase price. In one instance, an automotive con- tract stamper overcame this problem by moving a difficult part with signifi- cant quality issues from a 1200-ton mechanical press to an 800-ton servo press. It programmed the press slide motion to hit the part three times in rapid succession at the bottom of the press stroke. This procedure proved much more effective in achieving close part tolerances than hitting the part with more tonnage or adding restrike stations to the die (Figs. 3-4). Elimi- nating restrike stations in the die reduced the overall tonnage required and allowed use of a shorter press bed, minimizing the cost of the press and the dies.
3) Reduced Raw-Material Cost
Formability issues often dictate that the raw-material’s specification range becomes more limited and, as a result, the material price rises. The pro- grammable slide of a servo press often allows metalformers to expand the specification range of their raw mate- rial, achieving significant cost savings. In one case, a North American auto- motive OEM installed a four-servo- press line to produce auto-body and outer-skin components and enjoyed a drop in raw-material prices as a result (Fig. 5).
4) Lower Maintenance Costs
The ability to control slide velocity during the working portion of the press stroke enables stampers to reduce the shock and vibration associated with metalforming operations. Lowering punch velocity during forming also sig- nificantly reduces heat generation, with a corresponding improvement in die life.
Consider the blanking die shown in Fig. 6. When run on a conventional mechanical press, the die requires 114 tons in the forward direction and results in nearly 14 tons of reverse load- ing; noise level exceeded 101 dB. Mov- ing this die to a servo-driven press allowed the use of a silent blanking-
www.metalformingmagazine.com
MetalForming/May 2013 27
Fig. 5—A North American automotive OEM that installed this four-servo-press line was able to expand the specification range of its raw material, and enjoyed a drop in materi- al prices as a result.
